

Doğru çekiş kasnağı bakımı, çelik tel halat çapının ve çekiş oluğu derinliğinin yıllık olarak doğrulanmasını, dinamik halat geriliminin %10 içinde eşitlenmesini ve dönme önleyici cihazların takılı olduğunun teyit edilmesini gerektirir. Eşitsiz gerilimler, kasnak oluklarını aşındıran, metal parçacıkları oluşturan, oluk ve halat aşınmasını hızlandıran ve çekiş kaybı ile kontrolsüz araç hareketini riske atan halat kaymasına neden olur. WEARwatcher gibi telemetri ve halat ölçüm cihazları, araç durduğunda görülemeyen dinamik gerilim farklılıklarını ortaya çıkarır ve ayarlamalara rehberlik eder; kayıtlar gerçek gerilim değişikliklerini belgelemelidir. Metal parçacıklarının herhangi bir belirtisi derhal eşitlemeyi tetiklemelidir; %10'luk bir eşitleme sağlanamazsa, düz kenar ve kalınlık ölçerler ile oluk derinliği ölçülmeli ve yeniden oluk açma veya kasnak değişimi düşünülmelidir.
Eşit olmayan halat gerilimi nedeniyle çekiş kasnağı hasarı nasıl belirlenir ve önlenir
Değer: 1 temas saati (0.1 CEU)
Bu makale, NAEC tarafından CET® ve CAT® için Sürekli Eğitim için onaylanmıştır.
EW Sürekli Eğitim şu anda aşağıdaki eyaletlerde onaylanmıştır: AL, AR, FL, GA, IL, IN, KY, MD, MO, MS, MT, OK, PA, VA, VT, WV ve WI. Lütfen onayın belirli kurs doğrulamasını şu adresten kontrol edin: Asansör Kitapları.
Öğrenme hedefleri
Bu makaleyi okuduktan sonra şunları öğrenmiş olmalısınız:
- Çelik tel halat çapı ve çekiş oluğu derinliği, minimum yıllık doğrulama ile bakım görevlerine dahil edilmelidir.
- Tahrik makinesi kasnağının yakınında herhangi bir zemin partikülü belirtisi görüldüğünde, sistem halat eşitlemesi için test edilmeli ve tahribatı durdurmak için halatlar eşitlenmelidir.
- Eşit gerilim, en yüksek halat gerilimi arasındaki farkın en düşük halat geriliminin %10'u dahilinde olduğu zamandır.
- Çelik tel halat dönme önleyici cihazların süspansiyon sistemine dahil edildiğini doğrulayın.
- Nedeni belirlemek için halat gerilimlerindeki gerçek değişikliği belgelemek için kayıt araçları kullanılmalıdır.
Çekiş sistemi, asansör sistemi için kritik öneme sahiptir. Birbiriyle ilişkili iki bileşeni, süspansiyon elemanları ve çekiş kasnağı, muazzam güvenlik ve maliyet hususlarına sahiptir. Kasnak ve halat ilişkisinin bozulması, mal sahipleri için çok pahalı sonuçlara yol açabilir ve kasnağın ve halatların zorunlu olarak değiştirilmesi gerekli hale gelmeden önce düzeltilmesi gereken bütünleşik bir bakım öğesidir. Kontrolsüz bırakılan bozulma, en kötü olay tipine neden olur: çekiş kaybı ve dolayısıyla kontrolsüz araba hareketi (UCM). Bir kez kırıldığında, dengesiz asansör/karşı ağırlık, seyahat yolunun sonu olan terminale kontrolsüz bir şekilde hızlanabilir.
ASME A17.1/CSA B44 Asansörler ve Yürüyen Merdivenler için Güvenlik Kodu, bu ilişkinin istikrarlı ve uyumlu kalmasını sağlamak için hem yukarı hem de aşağı yönlerde çekiş tasarımı gereksinimleri, çekiş bakımı ve testi, aşırı hız ve UCM korumasına sahiptir.
Mekanik/teknisyenler tarafından uygun bakımın seyrekliği ile birlikte anormal aşınma ve yıpranma artmaktadır. Bu, sahada görülen hasarlı kasnakların sayısıyla kanıtlanır. Dikey ulaşım bakım dünyasının bazı sektörlerinde, hatalı çalışma veya arıza durumunda erken uyarı sağlayan elektronik arıza tespit sistemlerine güvenmek norm haline geliyor. Bu, bakım personelinin, bir kitaptaki başka bir sayfanın "olması durumunda ne yapılması gerektiği" olarak tanımlayacağı bir "motoru kontrol et ışığına" yanıt vermesi veya yalnızca bir durumu bildirmek için bir not yazması için mekanik sistemlerin teknik anlayışını azaltıyor gibi görünmektedir. müfettiş veya daha fazla talimat için ofis. Bu arıza tespit sistemlerinin çoğu, bu ekipman kaybını önlemek için çekiş sistemi bozulmasını tespit edemez. Bir istisna Henning GmbH & Co. KG WEARwatcher®'dır.
Bozulma belirtileri eğitimli ve aktif bakım personeli tarafından erken ele alınmazsa, mal sahibinin kasnağı ve/veya askı halatları tasarım ömürlerinden çok önce değiştirilmeleri gereken noktaya kadar bozulabilir. Bu genellikle sahibinin pahasına olur.
Bu makale, sahada gördüklerimizi, bu sorunun bakım şirketleri ve sahipleri tarafından nasıl ele alınması gerektiğini, kodun neyi amaçladığını ve teknolojinin hem güvenlik hem de ekipman ömrünü en üst düzeye çıkarmak için nasıl kullanılabileceğini göstermeyi amaçlamaktadır.
Sorun
Şekil 1, dişli bir çekiş tahrik makinesinin karşı ağırlık tarafındaki sıkıştırma noktası altında manyetik, çelik parçacıkların birikimini göstermektedir. Asansörün maksimum hızı 1.75 m/s (350 ft/m), 11 durak, yalnızca önden giriş, günde ortalama 1,700 kez çalışan ve yalnızca yedi yaşında olan asansör. Üçlü birimlerden biridir, ancak diğerleri (aynı göreve sahip) bu kasnak malzemesi kaybını göstermez. Fark ne?

Mal sahibine kasnağın değiştirilmesi gerektiği konusunda bilgi verildi, ancak hasardan kimin sorumlu olduğunu belirlemek (maddi kaybının kesin nedeninin bulunamaması) bir zorluktur. Bakım şirketi malzemelerin kusurlu olduğunu iddia ediyor; üretici, bakım şirketinin sorumlu olduğunu iddia eder. Bu yıkıcı eylemin nedenini bulmak amaç haline geldi. Bu makale, bu durumda neler olduğunu ve mümkün olduğunda nasıl durdurulacağını açıklamaktadır.
Bu hikaye, bulut üzerinden anında elde edilebilen asansör bilgilerini sağlamak için WEARwatcher'ı bir telemetri sistemi olarak kullanarak, bakım masraflarının, geri aramaların önemsiz meyvelerini azaltmaya ve ortadan kaldırmaya çalışmakla başlar. Geri aramalar, asansörün verimliliğini azaltır ve bakım için gereken işçiliği ortadan kaldırır. Toplamlarında, "Varışta Koşu" (ROA) geri aramalarının bir yüzdesi bulunur. Bunlar, teknisyen geldiğinde ünitenin çalıştığı zaman ve para kaybına neden olan aramalardır. ROA olarak test edilir, binilir ve belgelenir. ROA'lar, bakım kontrol programı (MCP) olarak eMCP® kullanan 36'den fazla karma üniteden oluşan büyük bir popülasyonda tüm geri aramaların %600'sını oluşturur. Bu, emeğin çok verimsiz kullanımına, boşa harcanan mal sahibi masrafına, bakım süresinin kaybolmasına vb. neden olur.
Birçok şirketin bu verimsizlikleri nasıl azaltacağı konusunda fikirleri vardır. eMCP, geri arama raporunun potansiyel bir ROA veya gerçek bir geri arama olup olmadığına güvenle karar vermek için birim durumunu belirlemek için telemetri cihazları kullanıyor. Sürüş profillerinin ve öngörülebilir hareketlerin dikkatli bir şekilde değerlendirilmesi, bir geri arama gerekip gerekmediğini bir tamircinin kararıyla birlikte nihai olarak belirlemek için kullanılabilecek bilgiler sağlar. eMCP, geri arama değerlendirmesine yardımcı olmak için WEARwatcher'ı entegre eder, ancak daha fazla bilgi dahildir. Bu makalenin kapsamı dışında olmasına rağmen, bu ek bilgi, kestirimci/önleyici bakım tartışmasına yeni bir ışık tutmaktadır.

WEARwatcher, her halatta %2.5'e kadar doğruluk sağlayan halat göstergeleri kullanır. Bu doğruluk, mekanik sistemlere eşit veya onları aşar. Yazarlarınızdan birinin alternatif testler hakkındaki önceki makalesi ("Ağırlıklar Olmadan Güvenlik ve Tampon Testi", ELEVATOR WORLD, Eylül 2010), bu makale için kullanılan aynı halat göstergelerinin önceki versiyonunu kullanmıştır.
WEARwatcher sistemini açtığımızda hemen “Yük: Halat tansiyon farkı” olduğu bilgisi verildi. Lütfen halat gerginliğini kontrol edin.” Günde yüzlerce bildirim gönderildi. Bu yüzden halatları doğru bir şekilde gerdirene kadar rapor hata seviyesini maksimuma (%40) ayarladık, ancak yine de bazı hata mesajları aldık. (Bunu perspektife koymak için, kod, halatların %10'da gerilmesini gerektirir.) Bu aynı zamanda, çelik kasnak malzemesinin kasnak sıkışma noktasının altında yığıldığı aynı asansördür. Bunların bağlantılı olup olmadığını merak ettik.
Bozulma belirtileri eğitimli ve aktif bakım personeli tarafından erken ele alınmazsa, mal sahibinin kasnağı ve/veya askı halatları tasarım ömürlerinden çok önce değiştirilmeleri gereken noktaya kadar bozulabilir.

Araç Verileri Sağladı
WEARwatcher, yazarlarınızın yanıt aramak için ilk sırayı düşündükleri dinamik halat gerilimlerini ölçer. Şekil 2, sorunun incelenmesi başladığında Henning LS-1 halat göstergesini göstermektedir.
Asansörde her biri Henning LS halat mastarı uygulanmış beş halat vardır. İp ölçer çıkışları 1-5'e bir renk atanır ve beş renkli çizgi, bir koşu sırasında gerilimdeki dinamik değişimi gösterir (Şekil 3-5). Şekil 3, tam bir koşu boyunca beş halat gerilimini göstermektedir. Sabit hareket sırasında gerilimler 700 lb (317 kg) ile 1,200 lb (544 kg) arasında değişiyordu. Gerilimdeki fark bir problemdir: en düşük ve en yüksek halat gerilimleri arasında 1,200 – 700 lb = 500 lb (277 kg). Askı elemanları (ipler), ölçülen en yüksek gerilim ölçülen en düşük gerilimin %10'u dahilinde olduğunda eşit olarak gerilir. A17.1-2019/B44:19 kod gereksinimi:
"8.6.4.1.3 Her sette bireysel süspansiyon elemanları arasında eşit gerilim korunacaktır. Askı elemanlarının, ölçülen en küçük gerilim ölçülen en yüksek gerilimin %10'u dahilinde olduğu durumlarda eşit gerilimli olduğu kabul edilir. Süspansiyon elemanı gerilimi kontrol edildiğinde veya ayarlandığında, 2.20.9.8'in gerekliliklerine uygun bir dönme önleme tertibatına izin verilmelidir.”
ASME A17.1/CSA B44 Asansörler ve Yürüyen Merdivenler için Güvenlik Koduna İlişkin El Kitabı — 2016, kod gereksinimlerinin gerekçesini açıklayan bir dizi yazı detaylandırıyor:
"8.6.4.1.3 Bu gereklilik, süspansiyon araçlarındaki 'eşit gerilimi', en yüksek gerilimin %10'u içindeki en düşük gerilim olarak tanımlar; %10'unun standart uygulama olduğu ve ulaşılabilir olduğu bulundu. Bu gereklilik, halat gerilimi kontrol edildiğinde veya ayarlandığında 2.20.9.8'e uygun dönme önleme cihazlarının kurulumuna izin verir.
“Antirotasyon cihazları, süspansiyon sisteminin önemli bir bileşenidir. Bu ihtiyaç, tek bir sürekli tel halat döngüsü gereksinimini içeren ASME A17.1-1993 baskısına kadar Kod'da yer almıyordu. Bununla birlikte, tel halatın uygun olmayan şekilde sıkılması, kelepçe/halat hizalamasının çekülden çıkmasına neden olabilir. 2.20.9.8'e uygun olmaları koşuluyla, dönme önleyici cihazlara değiştirmenin bir parçası olarak izin verilir. Bu gereklilik, askı halatlarını yeniden gerdirirken dönme önleyici cihazların dahil edilmesine de izin verir.
"Askı elemanları arasında eşit bir gerilimin sağlanması gerekliliği, süspansiyon elemanlarının maksimum ömrünü sağlamak ve tahrik kasnağı yivlerinin aşınmasını en aza indirmek için önemlidir. Ayarlamayı daha kolay ve daha doğru hale getirmek için son yıllarda halat gerginliğini kontrol etmek için bir dizi araç geliştirilmiştir.”
Durmuş bir konumdan en yüksek gerilim 1,070 lb'dir (485 kg); %10, 107 lb'dir (49 kg). Bu halatlar, yaklaşık %333 olan 151 lb (31 kg) kadar gerilimsizdi. Ancak koşu sırasında, “13.5” anında 1. ip 1,200 lb (545 kg) ve ip 5 680 lb (309 kg) olarak ölçülmüştür. Böylece, gerilim farkları daha da büyüdü, 520 librelik bir fark veya %43'lük bir fark. Bu nedenle, WEARwatcher halatları eşitlemek için sürekli hata mesajları gönderiyordu.
Koşu sırasında gerilim farkları değişti: 1 ve 2 numaralı halatlar gerilimi artırırken, 3, 4 ve 5 numaralı halatlar gerilimi azalttı (Şekil 3). Unutulmaması gereken iki nokta: asansör asansör kuyusunda durdurulurken halat gerilimlerinin ölçümü, dinamik değişiklikleri belirleyemez, bu da muhtemelen bazı işlerde halat gerilimlerini eşitlemenin neden bazen imkansız olduğuna dair en net açıklamayı sağlar. Değişen halat gerilimlerini görmek asansör bakımında bir atılımdır; bu daha önce göremediğimiz bir şey.
Değerler çok değiştiği için göstergelerin doğruluğu sorgulandı. LS halat mastarlarının anormal bilgi göndermediğini doğrulamak için, bakım yüklenicisi tüm LS mastarlarını farklı halatlara taşıdı ve onları eşitlemeye çalıştı. Bu işlem birinci katta asansörle yapıldıktan ve ardından kabin çalıştırıldıktan sonra yine benzer eşit olmayan halat gerilimleri oluştu (Şekil 4). LS halat ölçüleri doğrulandı; grafiklerdeki renk değişimlerinden de anlaşılacağı gibi farklı gerilimlerdeki iplere geçtiler. Göstergeye bir renk verildi ve onu başka bir ipe taşımak ip rengini değiştirdi. Şekil 3'te “kahverengi” ip 1 üzerindeydi, ardından Şekil 5'te ip 4'e taşındı. LS halat mastarlarının problem olmadığını kanıtladıktan sonra, bir sonraki adım, halatları eşitleme çabalarına konsantre olmaktı. Bu, Şekil 5'te gösterildiği gibi denendi.


Geleneksel eşitleme prosedürlerini kullandıktan sonra, asansör birkaç kez yukarı ve aşağı çalıştırıldıktan sonra ortaya çıkan gerilimler hala çok farklıydı. Gerginlikleri ölçmek, prangaları ayarlamak, ardından arabayı çalıştırmak her seferinde halatların dengesini bozuyor. Şekil 5'e daha yakından bakıldığında, bu koşu sırasında 1, 2 ve 3 numaralı halatlar artan gerilimi gösterirken, 4 ve 5 numaralı halatlar azalan gerilimi göstermektedir. Şekil 3 ve 4'e bakıldığında, bu durum seyir sırasında artan ve azalan halat gerilimlerini de belgelemektedir.
Gerilimi eşitleme çabalarını analiz ettikten ve WEARwatcher'dan arsa verilerini gördükten sonra, halatların gerdirilemediği takip edildi. Yani eşit gerilimi engelleyen bir şey vardı. Muhtemelen oluk malzemesinin taşlanmasıyla ilgili olarak halat geriliminde bir değişiklik olduğu açıktı.
Çap Azaltma
İki çekiş bileşeninden bir oluğun veya ipin çapındaki azalma, şekillerde gösterildiği gibi bu tür vahşi salınımlara neden olabilir. O zaman malzeme miktarı önemli bir soru haline gelir: Müşteri kasnağı değiştirmeden önce ne kadar malzeme kaybı önemlidir? Neden ortaya çıkıyor ve buna ne sebep oldu?
Bu konuyu anlamak için sorduğum soru, “Bir oluğun çapı 0.010 inç küçülürse ne olur?” Oluk malzemesinin kaybının, halatın üzerinde çalışması gereken çevresel mesafeyi değiştirdiği açık sonuçtur. Ancak, 0.010 inçlik bir yarıçap bir fark yaratır mı? Çap yarıçapın iki katı olduğundan, Denk. (1) yeni bir oluğun çevresel farkını aşınmış bir oluğa türetir:
 (1)
(1)
Burada dRopedpr kasnak üzerindeki devir başına halat mesafesi, Çevresig standart yivli çevre, Çevresiwg aşınmış yivli çevre ve Dsg standart yivin çapıdır. Aynı denklem, bir ip çapı 0.010 inç kaybederse de geçerlidir:
 (2)
(2)
Belirli bir halat ve kasnak kombinasyonu için, 0.010 inç azaltılmış çap (indirgenmiş kasnak çapının ve/veya küçültülmüş halat çapının toplamı) verilen, çekiş kasnağı devri başına halat uzunluğu farkı Denklem 3'de türetilir. (XNUMX):
 (3)
(3)
Belirli bir hareket yüksekliği, kasnak çapı ve süspansiyon oranı için, şimdi neler olup bittiğinin tam resmini görebiliriz. Şekil 1'de çekiş sistemi için verilen aşağıdakilerle (100 ft [1,200 inç] hareket yüksekliği, 30 inç kasnak çapı ve 1:1 süspansiyon), tam uzunlukta bir koşu sırasında toplam halat kayması toplamdır devir başına kayma çarpı devir sayısı. İlk olarak, devir sayısının türetilmesi:
 (4)
(4)
Çapında azalma olmayan bir oluk/ip ile tam çalışma sırasında 0.010 inç çapında azalma olan bir oluk/ip arasındaki halat uzunluğu kayma farkı:
 (5)
(5)
Tahmin edilebileceği gibi, daha küçük çekiş oluğu çapı (veya halat çapı), kasnak devri başına daha az halat uzunluğu gerektirir. 0.8 ft'lik bir seyahat yüksekliği için 100 inç fazla bir şey gibi görünmese de, kayma kuvveti açısından bunun ne kadar olduğunu hesaplayalım. Bu kuvvet ipin kaymasına ve malzemeyi ezmesine neden olur.
Halatlar yay gibi davranır; bir yay oranlarına sahiptirler ve (halatlar arasındaki gerilim farklılıklarından dolayı) kuvvetleri eşitleme davranışları şu anda düşündüğümüz şeydir. Çekiş kasnağının bir tarafında araca (T1) giden bir kuvvet (gerginlik) ve karşı ağırlığa (T2) giden bir başka kuvvet (gerginlik) vardır. Bu, bir yayın özellikleriyle eşitlenmeye çalışılan kuvvettir. Ortaya çıkan kuvvet farkı, çap farklılıklarından dolayı halat uzunluğundan kaynaklanan kuvveti belirlemek için türetilebilir:
 (6)
(6)
∆Fslip, halatın çekiş oluğu üzerinden kaymasına neden olan kuvvetteki değişimdir, T1/T2; ∆l ip uzunluk farkıdır; ve c, ipin ip yay oranıdır. Halatın yay oranı, gerçek ip uzunluğuna bağlıdır:
 (7)
(7)
burada E, halat uzama modülüdür, A, halatın metalik bir kesit alanıdır ve l, gerçek halat uzunluğudur.
Ortaya çıkan kuvvet farkı, denklemleri bire birleştirerek şunları verir:
 (8)
(8)
Araç en üst iniş noktasındayken, çekme makarası ile araç arasındaki halat uzunluğu (1:1 askıda) yaklaşık 12 ft (3.7 m)'dir. 5/8 inç (15.8 mm) 8x19 doğal elyaf çekirdekli halatlar kullanıldığında, halat uzama modülü E, 16 x 10'dur.6 psi (110 kN/mm²), metalik kesit alanı, A, 0.143 in.2 (92.3 mm2), ∆l, 0.8 in. (20.3 mm) yukarıda türetilmiş halat uzunluk farkıdır ve l gerçek daha önce bahsedilen 12 ft'lik (3.7 m) halat uzunluğu.
 (9)
(9)
Denklem (9) 12,693 lbf (56 kN) kuvveti hesaplar, kasnak oluğunun bir tarafında, hasarlı bir oluk üzerinde veya daha küçük bir çapta halat üzerinde gelişir. Halatlar ve çekme kasnağı arasındaki çekiş (sürtünme), 1,000 lbf (4.4 kN) mertebesinde çok daha düşük bir kuvvettir, bu nedenle çekme kuvveti kayma kuvvetinden önemli ölçüde daha az olduğundan, halat oluğun üzerinden kayar. (Halat kayması, halat kaymasından farklıdır. Kayma, çekişin kaybolduğu zamandır; halat kayması, bir koşu sırasında normal olarak meydana gelen bir ipin mikro hareketlerinden oluşur.)
A17.1/B44, sürünmeyi, çekme kuvveti nedeniyle tahrik kasnağı ile temas yayları üzerinde süspansiyon araçlarının hafif artımlı, doğal hareketi olarak tanımlar. Çekme kuvveti, tahrik kasnağının giriş ve çıkış noktalarındaki süspansiyon araçlarındaki eşit olmayan çekme yüklerinin, süspansiyon elemanının çekme elastikiyetinin ve daha büyük gerilim yönünde meydana gelen sürtünme işinin bir sonucudur. Sürünme, tahrik kasnağının hareket durumundan veya dönüş yönünden bağımsızdır. Tüm çekiş sistemlerinde bulunur ve çekiş kaybı değildir. Tahrik kasnağı sabitken veya dönerken meydana gelebilir. Makara oluğundan malzemeyi taşlamaz.
Şimdi, araba alt inişte ise ne olduğuna bakalım: Denklem kullanarak. (9) yine, ancak asansör hareket yüksekliği olan l (gerçek halat uzunluğu) için 100 ft girilir. Bu, halatlar arasındaki kuvvet/gerginlik açısından hala çok büyük bir farkı gösteren ve Şekil 1,523-6.8'te gösterilen ölçümlere çok daha yakın olan 3 lbf (5 kN) bir kuvvet farkı ile sonuçlanır (çekiş kuvvetinden daha yüksek, dolayısıyla azaltılmış oluk derinliği nedeniyle halat kaymaları ve gerçek gerilim ölçümü bu nedenle daha düşüktür). Bundan, daha kısa halat uzunluğunun daha yüksek kayma kuvvetleri geliştirdiği sonucu çıkar. Bu koşullar, asansör terminallere yakın olduğunda ortaya çıkar.

Değişen halat gerilimlerini görmek asansör bakımında bir atılımdır; bu daha önce göremediğimiz bir şey.
 (10)
(10)
Aşağı koşu sırasında, bir oluk veya ip diğerlerinden çok daha küçük bir çapa sahipse ne olur? Bir dönme önleyici tertibatın (halatların gevşemesini ve uzunluklarının artmasına neden olmasını önlemek için) bulunmasına rağmen, çekiş kasnağının her dönüşü için, bu hasarlı halat/oluk diğer halatlardan daha az hareket eder. Bu, çekme kuvvetini aşmak için yeterli kuvvet olana kadar diğer halatlardan daha fazla yük taşıdığı için halat gerginliğinin artmasına neden olur.
Bir yukarı çalışma sırasında, diğer tüm halatlar, çekiş kasnağının dönüşü başına hasarlı halat/oluktan daha fazla hareket eder. Diğer halatlar artık daha fazla yük taşır ve hasarlı halat/oluk gerilimi kaybeder (“gevser”). Çekiş sürtünme kuvveti ile dengeleyici yay kuvveti arasındaki gerilim kuvveti farkı bir değeri aştığında, ip kayar ve “dengelenir”. Bu hareket, halat çekme oluğundan çok daha sert olduğu için, Şekil 1'de görüldüğü gibi kasnak malzemesini taşlar. Kelimenin tam anlamıyla oluğu kesmek (taşlamak). Gözetimsiz bırakılırsa, kasnağın kendisinin tamamen ayrılmasına neden olabilir.
Herhangi bir metal parçacık belirtisi, halatları eşitleme bakım görevini derhal tetiklemelidir.
Şekil 6, bu davranışı aşırı bir örnekte göstermektedir. Vurgulanan ip, farklı asansörlerin iki kaydından alınmıştır. Aşağı yönde artan gerilim solda vurgulanır ve yukarı koşuda azalan gerilim sağda vurgulanır. Bu değişken gerilim, halat kaymasına ve Şekil 1'de görüldüğü gibi çok daha sert çelik tel halatın kasnak malzemesini öğütmesine neden olur.
Bir Kasnak Üzerinde Çap Azaltmasının Kontrol Edilmesi
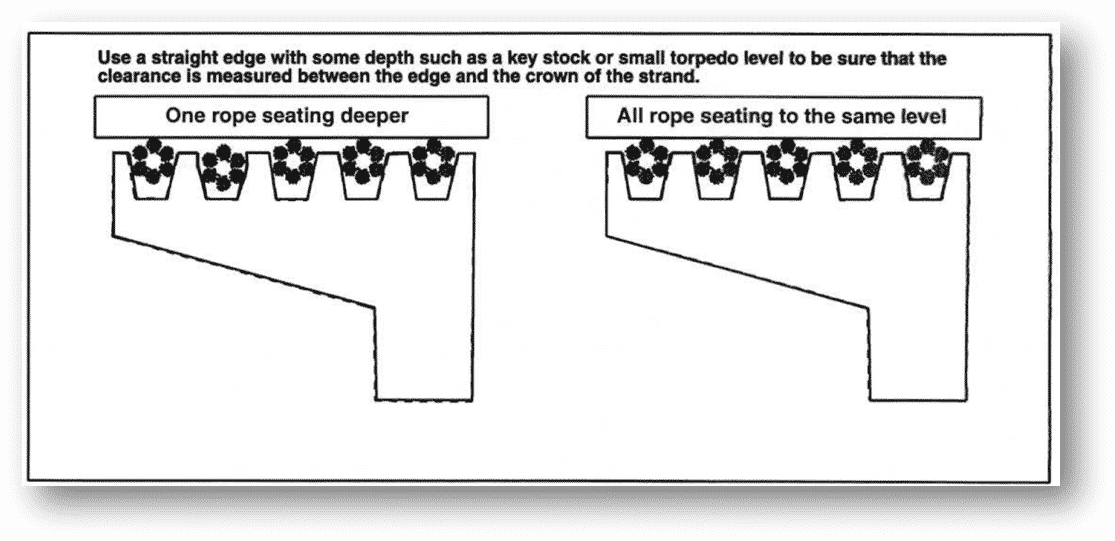
Geçmiş yıllarda bakım, halat gerilimlerinin izlenmesini içeriyordu. Ardından uygulamalar değişti ve eşit olmayan halat gerilimi hasarı arttı. Kod, bu bakım prosedürünü gerektirmek için %10 içinde zorunlu eşit gerilimler için gereksinimler ekledi. Bunun çıplak gözle görülebilecek bir sorun olmadığı açıktır. Bu nedenle, müfettişler sadece bir ihlal yazmak için yerdeki parçacıkları fark edebilir. Oluk derinliğinin ölçülmesi, tüm MCP'lere ve denetçinin kontrol listesine eklenmelidir. Bu basit bir ölçümdür.
Göreceli kasnak oluğu derinliğinin/halat çapının durumunun belirlenmesi, kasnağın tepesindeki (baş üstü tahrik makinesi) tüm halatlar boyunca veya tüm halatların oluklarda tamamen olduğu herhangi bir noktada bir düz kenar yerleştirilerek yapılır (Şekil 7) . Halat taç yüksekliklerindeki herhangi bir varyansın dikkatli bir şekilde ölçülmesi, ya bir halat ya da oluk çapı farkı gösterecektir. Çekiş kasnağı, kasnağın dış kenarından daha derin oluklara sahipse, mastarı yerleştirin ve tepe üzerindeki boşlukların eşdeğer olup olmadığını ölçmek için kalınlık ölçerler kullanın.
Halat Dengeleme Aletleri
Pazar, halat eşitleme görevini kolaylaştırabilecek eşitleme araçlarına sahiptir. Bu araçlar, gergi somunlarını gerçek zamanlı olarak ayarlamak için, tek tek silindir basınçlarıyla orantılı olarak halat uzunluklarının değişmesine izin veren ayrı halat hidrolik basınç silindirlerini içerir. Böyle bir sistem Brugg Lifting'in Halat Yük Dengeleyicisidir. Ek olarak, WEARwatcher, halat gerilimlerini ayarlamayı kolaylaştırmak için halat ölçü gerilimlerinin görünür ekranlarına sahiptir.
Sonuç
Şekil 1'de, bu asansörün halat gerilimi farklılıkları, eşit olmayan şekilde gerilmiş çelik tel halatlar nedeniyle ilk malzeme kasnak oluğunu aşındırmaya başladığında yıkıcı bir seyir başlattı. Bunun nedeni, sabitlemenin yanlış ayarlanması, halat çapının azalması ve çekiş oluğu çapının azalmasıydı. Bu malzeme kaybı daha sonra halat gerilimlerinin eşitlenmesini önleyerek kasnak yivine daha fazla zarar verir. İlk suçlu, devirden kaynaklanan eşit olmayan halat gerilimleri, sonra onları bir daha asla kontrol etmemek, sonra (daha da kötüsü) makinenin altındaki zemin partikül malzemesini görmek ve hala düzeltmemekti. Yıllık %10'luk gerilimi doğrulamak ve halat gerilimlerini ayarlamak ve oluk derinliklerini ölçmek için uygun bakım yapılmış olmalıdır.
Buradaki ders, herhangi bir metal parçacık belirtisinin, halatları eşitleme bakım görevini derhal tetiklemesi gerektiğidir. %10 veya daha azına ulaşılamıyorsa, oluk derinliği ve halat çapının incelenmesi yapılmalı ve (mümkünse) yeniden kanal açma veya (en kötü durumda) kasnağı değiştirme gibi uygun işlemler yapılmalıdır. Bazılarının varsaydığı gibi, malzeme özellikleri değişmiş değildir; çelik ve çelik tel halatlar bugün 50 yıl öncekiyle aynı. Halatların eşitlenmesi ve halat ve oluk çapının ölçülmesi, sistemin güvenli bir şekilde çalışmasını sağlamak ve tam tasarım ömrü sağlamak için düzenli olarak yapılması gereken bir bakım görevidir.
Öğrenme-Takviye Soruları
- Aşağıdaki öğrenme-pekiştirme sorularını kullanarak çevrimiçi olarak mevcut olan Sürekli Eğitim Değerlendirme Sınavı'na çalışabilirsiniz. Asansör Kitapları veya s. Bu sayının 129.
- Kasnak hasarına neden olma ve onarma sorumluluğunu belirlemenin zor olmasının nedenleri nelerdir?
- Halat mastarları, süspansiyon sistemi bakımında neden kritik araçlardır?
- ASME A17.1/CSA B44 Asansörler ve Yürüyen Merdivenler için Güvenlik Kuralları El Kitabına başvurmak neden önemli olabilir?
- Halat kayması ve halat sünmesi arasındaki farklar nelerdir ve hangisi için endişe duyulur? Niye ya?
- Bir asansör sisteminin güvenli bir şekilde çalışmasını sağlamak ve tam tasarım ömrü sağlamak için halatların eşitlenmesi ve halat ve oluk çapının ölçülmesi ne sıklıkla yapılmalıdır?
Tim Ebeling 2003 yılından beri Henning GmbH & Co. KG'de geliştirme başkanı olarak çalışmaktadır. Bu sıfatla Almanya Braunschweig'de Ar-Ge merkezini kurmuştur. Şu anda asansörler için elektronik ve ölçüm bileşenlerinin geliştirilmesi ve üretimi üzerinde çalışan bir ekip çalışıyor. 2012 yılından bu yana aynı zamanda genel müdür olarak da görev yapmaktadır. Özel bir odak noktası, ivme ve halat yükü ölçüm sistemleri geliştirme konusunda uzun yıllara dayanan deneyime sahip olduğu bir alan olan ölçüm teknolojisidir.
KATEGORİDEN DAHA FAZLASI
GÜNLÜK HABERLER