
"Ping!" - L'ascensore è lì
By Undine Stricker-Berghoff | Tecnologia | 5 febbraio 2023
15 minuti di lettura

Nel luglio 2022, Otis ha inaugurato a Berlino un impianto all'avanguardia per la produzione di circuiti stampati, in sostituzione di uno stabilimento andato distrutto in un incendio. L'impianto produce sistemi di controllo per ascensori destinati al mercato globale. Ospitato in un edificio storico del 1932, l'area a contaminazione controllata soddisfa gli standard ISO 14644, con rigorose misure di protezione contro le scariche elettrostatiche e le particelle. Un'unica linea di produzione realizza attualmente 68 varianti hardware, prototipi e ricambi rapidi, utilizzando sistemi automatizzati di stampa della pasta saldante, macchine pick-and-place, saldatura a rifusione, finitura dei fori passanti, rivestimento protettivo e test ottici ed elettrici a più fasi. I circuiti stampati soddisfano i requisiti di affidabilità IPC-A610 Classe 3 e sono supportati da una logistica avanzata, come lo stoccaggio a paternoster e alimentatori intelligenti, che garantiscono alta qualità e consegne rapide ai sistemi Otis in tutto il mondo.
Il nuovo stabilimento di produzione di PCB di Otis a Berlino
All'inizio di dicembre 2022, Otis ha permesso ELEVATOR WORLD Europe uno sguardo esclusivo al suo nuovo impianto di produzione all'avanguardia di circuiti stampati (PCB) con sede a Berlino, in Germania, che produce i controlli per gli ascensori Otis in tutto il mondo. La struttura è stata aperta il 1° luglio 2022, dopo soli nove mesi di progettazione e otto mesi di attrezzaggio dell'edificio; il vecchio impianto di produzione è stato gravemente danneggiato da un grave incendio nel maggio 2020, rendendo necessario un nuovo impianto in tempi brevi. Nella sede originaria di Berlino, in una sede diversa, Otis produce componenti per ascensori dal 1951.
Your author was guided through Hall 2 of the Berlin plant by Dr.-Ing. Oliver Gassner, director of Sub System Integrator (SSI) Electronics at Otis since April 2022. Gassner's credentials are extensive: He studied production engineering at Technical University Munich in Germany; earned his doctorate in transmission acoustics of marine reversing gear units in Hamburg, Germany; completed a master's degree in global management in Koblenz, Germany; and finally, earned a master's degree in marketing in Paris. In 2001, he began working at a large car manufacturer in Southern Germany, and in 2005, he became plant manager for the first time in Budweis, Czech Republic. He subsequently managed electronics production sites in Germany, Macedonia, Sweden and Mexico.



Gassner si è unito a Otis per supervisionare le installazioni finali del nuovo impianto di produzione e metterlo in funzione. Non tutto è ancora completato; mancano ancora i programmi per l'assemblaggio dei circuiti stampati e verranno creati gradualmente secondo necessità. Una linea di produzione è attualmente in funzione nel capannone, quindi c'è ancora molto spazio per aggiungere una seconda linea tra qualche anno, poiché la velocità e la precisione della produzione di PCB continuano ad aumentare.
Il percorso da percorrere
Il percorso verso l'area di produzione ci ha portato al primo piano, dove risiedeva una piattaforma Otis Gen360, poi attraverso un cortile affollato e frequentato nell'area della fabbrica, e infine al capannone della fabbrica.
La sala è stata costruita nel 1932 ed è ora un edificio storico, il che la rende non particolarmente efficiente dal punto di vista energetico. Il suo vetro a vetro singolo, in parte ancora dell'anno di costruzione, è in fase di aggiunta di un secondo strato e la sala è riscaldata con radiatori neri. Le specifiche di temperatura sono da 19 a 26 gradi Celsius giorno e notte.
The inside of the hall is a "controlled area." The requirements for this clean-room technology can be found in ISO 14644. If the particle sizes are significantly above the values specified in the standard, the cleanliness is assessed according to VDA-19, and a so-called controlled area is created. This controlled area always guarantees low particle concentrations, constant temperatures and, if necessary, air humidity. Here, people's access is also regulated to keep particles at a minimum.
La polvere in un impianto di produzione generalmente non è piacevole. Apposite unità decentralizzate di purificazione dell'aria per la climatizzazione della sala, ovvero la filtrazione e l'umidificazione (non troppo secca), sono sospese ai soffitti e sono monitorate e controllate da sensori. Le torri di alimentazione dell'aria si trovano sul pavimento del capannone accanto alle colonne di sostegno del tetto. Inoltre, la stessa stampante PCB è climatizzata.

Electronic components have three main "causes of death:" electrostatics, lack of heat dissipation and corrosion. Entering the production area in the hall is laborious:
- I camici vengono prima tirati sopra i vestiti per impedire l'ingresso di polvere e fibre.
- Quindi, per proteggere i visitatori dall'elettricità statica, i rivestimenti vengono applicati sulle scarpe. I conduttori elettrici sotto forma di strisce di tessuto metallizzato sono nascosti dal pavimento sotto il soprabito, sotto la suola delle scarpe e nel bordo delle calze per creare un contatto con la pelle per la messa a terra. I dipendenti a tempo indeterminato indossano scarpe di protezione elettrostatica, che durano circa un anno. Ciò fornisce protezione fino a 1.3 Mega Ohm. L'efficacia delle coperture è testata individualmente per ogni piede. L'intero corpo viene quindi testato prima che la barriera di accesso venga aperta.
- Anche il pavimento della sala è particolarmente complesso e costoso. Non è solo duro e durevole, ma anche antistatico.
Output e input di produzione
La nuova linea di produzione offre attualmente la possibilità di fabbricare 68 diversi prodotti hardware scelti dalla gamma di prodotti. Questa linea è pensata anche per produrre prototipi in serie da cinque insieme al reparto sviluppo e poi industrializzarli. Inoltre, tutti i pezzi di ricambio possono essere prodotti qui, il 68% entro due giorni di calendario. Il giorno del tour sono state prodotte più di 1,000 tavole. Questa produzione è stata aumentata in fasi di 25 e 100 pezzi prima che la quantità rimanente fosse prodotta al numero completo in un'unica corsa.
Decine di migliaia di componenti sono immagazzinati in loco, il che richiede una logistica complessa. Tra l'altro, questi sono conservati in paternosters. Questo è un magazzino dinamico, il che significa che il sistema ERP trova la parte archiviata in modo casuale da qualche parte in base al codice a barre e alla posizione di archiviazione memorizzata nel sistema.
I pezzi più piccoli vengono stoccati in rotoli su uno scaffale tra l'ingresso e la prima fase di produzione. Gli alimentatori sono intelligenti. Sanno quante parti ci sono su un rotolo. Per fare questo, una macchina a raggi X è tenuta a portata di mano per contare le parti su una bobina. Il risultato è annotato su di esso come un codice a barre.
The boards from the production are double layered with up to eight layers. The size of the largest board on display is 500 mm long and 270 mm wide, with the longboard option allowing for even greater widths and lengths. The exhibited square board is used in high-rise and standard elevators. The higher the speed of the elevator, the more complex - and therefore usually larger - the board.
Le schede prodotte in questa produzione sono conformi a IPC-A610 Classe 3 perché sono progettate per durare una vita in ascensori come l'Otis Gen360 e non vengono sostituite regolarmente ogni tre anni come nell'aviazione. Questo è lo stesso livello di qualità che controlla anche un aereo come un Airbus o l'ABS di un'auto, oltre ad essere richiesto nei componenti di sicurezza funzionale degli ascensori. Classificati inferiori sono, ad esempio, i televisori in Classe 1 o le schede per gli schermi all'interno della cabina di un ascensore con Classe 2. Regolamentati in questi livelli sono criteri di qualità come l'accuratezza del posizionamento dei componenti, la qualità della saldatura, i gradi di riempimento della saldatura, l'isolamento e penetrazione dei fili attraverso la scheda. Gli scarti vengono riciclati.
La fornitura in conto lavoro, la lavorazione, l'imballaggio e la spedizione sono curate da dipendenti che lavorano su due turni. Questi dipendenti sono altamente qualificati. La ricostruzione è stata l'occasione per investire in apparecchiature elettroniche e nuovi processi automatici per eliminare gli errori manuali. Particolare importanza è data alla sicurezza sul lavoro. Ad esempio, i sollevatori automatici vengono utilizzati per i PCB impilati.










Passo dopo passo attraverso la produzione di circuiti stampati
Per un periodo di due ore, Gassner e il tuo autore hanno ripercorso le singole fasi di produzione nel 1,800-m2 sala.

1) The "naked" PCB is coated green. More than 20 years of rot-proof stickers allow tracing back to the manufacturer, three of which are from Germany and three from abroad. Rigid FR4 circuit boards are supplied, consisting of glass fiber fabric impregnated with resin so-called prepregs (pre-impregnated fibers), which have been pressed with copper intermediate or outer layers.

2) Il numero di serie del prodotto è contrassegnato al laser sulla parte anteriore e posteriore della scheda sulla lacca di saldatura verde. Questo è seguito dalla stampa della pasta saldante che funziona come la serigrafia. Il tabellone entra; la pasta saldante si sposta su di esso. Il rame è protetto dalla superficie di saldatura argentata. Le paste saldanti sono conservate in frigorifero. Viene utilizzata la saldatura senza flusso di lavaggio, come nell'80% di tutti i casi in tutto il mondo oggi. La stampante è di un produttore tedesco.

3) Viene eseguita la prima misura di garanzia della qualità: un'ispezione della pasta saldante controlla, mediante foto 3D e confronto con le specifiche, se la saldatura è stata applicata a tutti i giunti di saldatura e se sono lisci.

4) Ci sono quattro posizionatori nella linea, ciascuno con due teste di posizionamento del vassoio, ovvero otto vetrini mobili in totale. Uno dei posizionatori ha un vassoio singolo aggiuntivo per componenti extra-large. I piazzatori si muovono a velocità diverse avanti e indietro verso i 59 (tra gli esperti si dice 60, però) posti. Quanti componenti sono disposti e come sono disposti è il motivo della grande complessità della produzione. Le macchine pick and place sono di fabbricazione tedesca.
Sulla parte superiore della scheda, i componenti vengono semplicemente posizionati sull'area ricoperta di pasta saldante. Successivamente, tutto viene riscaldato e la saldatura si scioglie e i componenti vengono saldati. Sul lato inferiore, le parti vengono fissate con colla e passate attraverso un bagno di saldatura liquida, altrimenti i componenti incollati cadrebbero durante la seconda saldatura.
Nella produzione attuale, i componenti sono stati alimentati da cinque rotoli da 8 mm dopo che la macchina ha letto il codice a barre sul rotolo con le informazioni sul componente. Pertanto, in questo caso, su una scheda vengono creati 15 PCB ugualmente assemblati ma non ancora saldati, che vengono successivamente tagliati.

5) Dopo un lento preriscaldamento, il forno a tunnel riscalda le tavole passanti fino a 240o C. Un passaggio a velocità relativamente costante richiede 21 s nel caso visto. Tuttavia, è possibile regolare i profili di temperatura controllati dal sensore, ovvero quando cosa viene riscaldato a quale temperatura e per quanto tempo. Alcune aree sono coperte secondo necessità.
Infrared radiant heat is used for the base load. A so-called "super mole" is always moved through the furnace to control the temperatures. Soldering takes place under inert gas. The moisture in the solder paste evaporates and is extracted by an explosion-proof fan.

6) Anche le schede con componenti cablati, che successivamente devono essere risaldate manualmente o automaticamente, vengono bloccate in base al numero della scheda. Questa è chiamata tecnologia a foro passante (THT), in contrasto con la tecnologia a montaggio superficiale (SMT) precedentemente utilizzata.
In the current production, there is a loudspeaker with two cables that later goes, "Ping," in the elevator cabin to signal to passengers: "The elevator is there!"

7) Tempo per la prossima misura di garanzia della qualità: ispezione ottica automatizzata. La scheda campione viene confrontata con una foto 3D per identificare, ad esempio, schizzi di saldatura. Un laser proietta un'immagine; una telecamera controlla se tutto è stato posizionato correttamente. Se vengono rilevati errori, anche questi vanno in post-elaborazione.

8) When everything is in place, the next step is to protect the board from corrosion and "creepy crawlies." To do this, the board is coated with UV varnish in the coating unit and then dried on the conveyor to the collector at the end.

9) Le quattro stazioni di finitura offrono la possibilità di saldare in modo semiautomatico a mano con saldante liquido. A tale scopo vengono tenute pronte due macchine per spostare preventivamente il carrello nella corretta posizione di saldatura. Quindi, un generatore di onde bagna il punto di saldatura all'estremità del filo. A causa dell'effetto dell'idrolisi, la saldatura penetra nel foro e negli strati interni. Qui vengono lavorate anche quantità molto piccole. Quantità maggiori sono in parte esternalizzate. Durante l'ispezione è stata elaborata una scheda bus CAN.

10) Anche in questo caso segue la garanzia della qualità mediante ispezione ottica. I giunti di saldatura, ad esempio, vengono controllati per i raccordi.

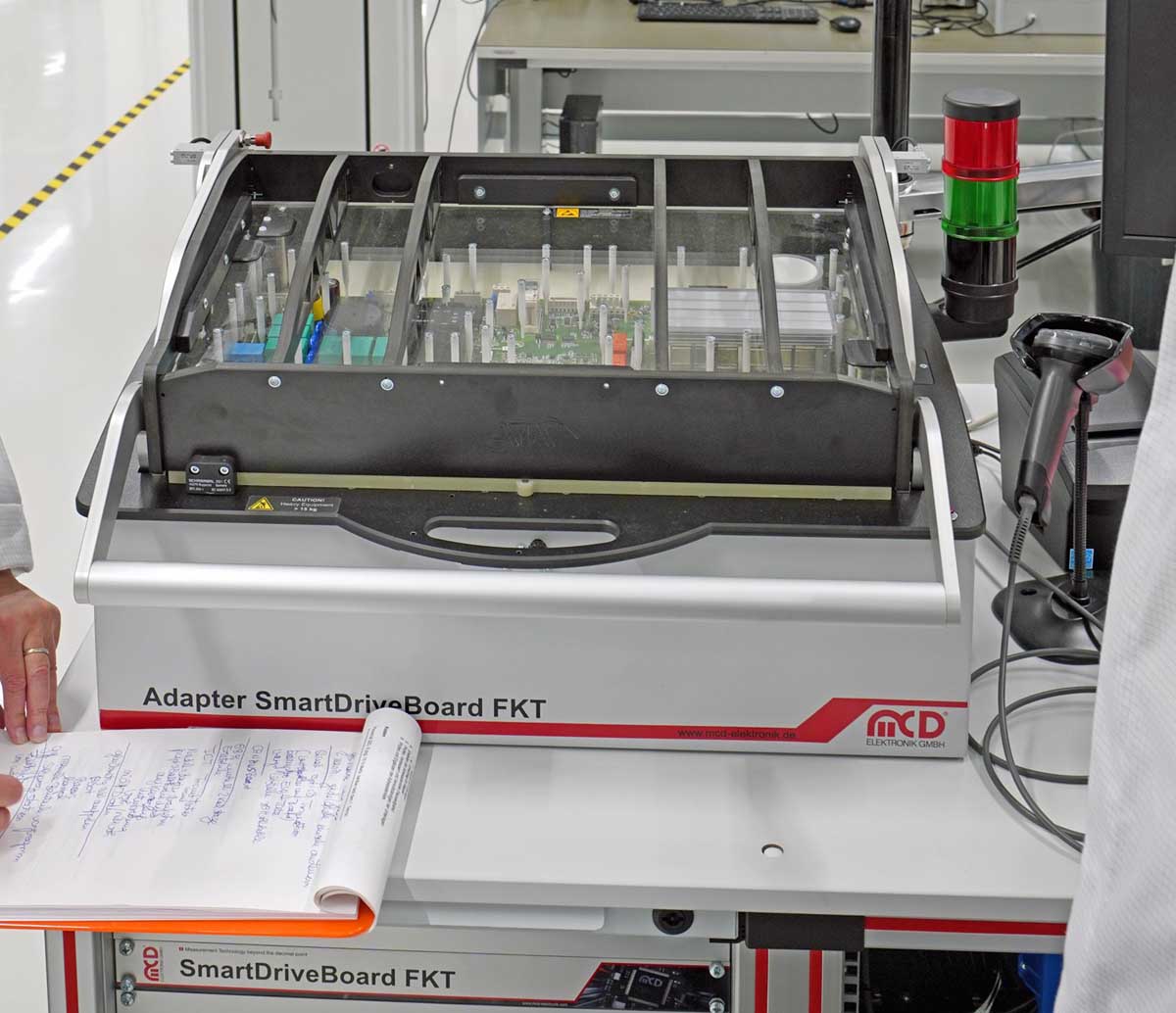
11) Nel follow-up, viene anche testato se tutti i circuiti funzionano. Questo viene fatto su un ICT (tester in-circuit). Sulla scheda è posizionato un adattatore per ago, che emette un segnale acustico per i cortocircuiti dei singoli circuiti. Sulla base di un'interruzione di corrente, determina se il circuito è presente come previsto o meno.
12) Contemporaneamente viene caricato il software sulla scheda. A seconda della durata del test funzionale dei circuiti, i pacchetti software sono scaglionati (avvio, base o completo). Alcuni componenti vengono consegnati già pre-programmati. Se non c'è abbastanza tempo, c'è una stazione software separata per il completamento.
13) Near the end, there is the function tester, on which voltages are applied to the board from below. The question to be answered is: "Is the microprocessor making the right decision?" If the measured input quantity means, for example, "The cabin floor is 3 cm too high," the board sends the signal to the elevator drive as a consequence: "Move!"
14) Alla scheda viene inoltre assegnato un adesivo che indica, tra l'altro, la provenienza dell'hardware e del software; e quando e dove la scheda è stata prodotta, programmata e venduta.
15) Opzionalmente, diverse schede vengono avvitate l'una sull'altra o integrate negli alloggiamenti. Durante la visita è stato esposto un tabellone.

16) Ora la tavola è pronta per l'imballaggio. La scatola durante la visita era in viaggio per Parigi. Per inciso, Gassner ha notato che gli ascensori Otis installati e modernizzati alla Torre Eiffel utilizzano sistemi di controllo che una volta erano prodotti e programmati qui in questa sala.
Fatti di Otis
Otis is a global leader in the manufacture, installation and servicing of elevators and escalators. The company moves more than 2 billion people a day and maintains more than 2.1 million customer units worldwide - the industry's largest service portfolio. Otis equipped many of the world's most iconic structures like the Eiffel Tower, as well as residential and commercial buildings and transportation hubs. Headquartered in the U.S. in Connecticut, Otis is 68,000 people strong, including 41,000 field professionals, and is represented in more than 200 countries and territories. For more information, see Otis.com.
ALTRO DALLA CATEGORIA
NOTIZIE DEL GIORNO