

El ascensor panorámico S1 de EKA logró una conexión visual perfecta entre la cabina, el hueco y el exterior gracias al uso de paredes, puertas, suelo y techo de vidrio con juntas de vidrio a vidrio y un ángulo de visión de la cabina superior a 90 grados. En lugar de una estructura de cuatro esquinas, un hueco de acero de dos pilares detrás de los raíles principales equilibra el sistema alrededor de un centro de gravedad central, buscando una apariencia de vidrio del 90 %. La tracción por correa sin sala de máquinas emplea un motor de correa-cuerda de dos correas para mayor eficiencia, comodidad y equilibrio con una eficiencia superior al 92 % y una fluctuación de par inferior a 2 Nm optimizada mediante algoritmos genéticos. Construido según la norma EN 81-20/50, con una capacidad de 825 kg, 1 m/s, fabricación CNC de precisión, soldadura mínima, tolerancias de 1 mm, elementos de servicio ocultos, monitorización en la nube y funciones de mantenimiento a bordo completan el diseño.
Ascensor panorámico de pasajeros en la fábrica de ascensores EKA en Turquía
enviado por EKA
Este ascensor se diseñó sin límites visuales entre la cabina y el pozo, ni entre el pozo y el mundo exterior. En lugar de paredes y puertas de cristal con marco de acero inoxidable, este ascensor se diseñó con paredes y puertas completamente de cristal con juntas de vidrio con vidrio. En lugar de utilizar una estructura de acero que soportara el sistema desde las cuatro esquinas, nos alejamos de la norma y preferimos un diseño de acero construido sobre dos pilares de acero detrás de los raíles principales.
Con este proyecto continuamos dirigiendo el flujo de la vida con nuestra tecnología.
Las especificaciones incluyen:
- Cumple con la norma EN 81-20/50
- 825 kg
- Tracción por correa sin sala de máquinas
- 1 m / s
- Dos paradas/aperturas
- Reducción de gastos generales y fosos
- Ascensor panorámico de cristal completo

La cabina se diseñó con un ángulo de visión de más de 90°. Para mejorar la estética de la estructura que la alberga, el suelo y el techo de la cabina también fueron de vidrio, garantizando la integridad de las paredes de vidrio del pozo. De acuerdo con la norma EN 81-20/50, se diseñó un área de trabajo portátil y un sistema de barandillas para realizar trabajos de mantenimiento en la cabina. Para preservar la estética visual, no se colocó ningún equipo externo en el techo de la cabina, excepto para su uso en situaciones de mantenimiento y averías.
Para aumentar el campo de visión de las personas que viajaban en la cabina, también fue necesario optimizar el diseño del hueco de acero. Minimizar la visibilidad del acero del hueco desde el interior de la cabina, sin comprometer los cálculos estáticos, fue el mayor reto del proceso de diseño. En este sentido, se buscó una apariencia con un 90 % de vidrio y un 10 % de acero.

En este contexto, en lugar de utilizar una estructura de construcción de acero que sostenga el sistema desde las cuatro esquinas, fuimos más allá de la norma e implementamos un diseño de construcción de acero construido sobre dos pilares de acero detrás de los rieles principales.
Debido a esto, fue necesario planificar el centro de gravedad de todo el sistema para que se ubicara en el centro de los pilares de acero de la torre. En este punto, toda la estructura, incluyendo el sistema de carcasa que opera en el hueco, el sistema de chasis, la cabina, el equipo externo por encima y por debajo de la cabina, y las ventanas del hueco, se estableció sobre un sistema equilibrado. En lugar de considerar este proyecto como un diseño de cabina con un amplio ángulo de visión, sería más preciso considerarlo un diseño de sistema completo.
La estructura de acero construida sobre dos pilares fue montada sobre el muro de hormigón del suelo utilizando soportes correctos y sobre los muros del pozo reforzados preparados específicamente para este proyecto en el fondo del pozo.

Los puntos de apoyo montados en el fondo del pozo y en el suelo se posicionaron mediante equipos de plomada y cuerda para garantizar el 100% de compatibilidad entre sí durante el montaje.
El margen de error máximo en los ejes horizontal y vertical se fijó en 1 mm, y este objetivo se logró.
El equipo de soporte no solo facilitó el montaje de los pilares, sino que también desempeñó un papel activo en tres tareas diferentes: equilibrar la estructura, proporcionar soporte de espiga para el vidrio durante el montaje de las ventanas de la galería y fijar las puertas de piso a la estructura de acero sin usar consola.

Conscientes de que incluso los defectos más pequeños pueden ser perceptibles, la torre de acero, la cabina, el conjunto de bastidor, el chasis y los componentes externos se fabricaron en la fábrica de ascensores Emlak Konut en Konya, Turquía. La selección de los equipos utilizados se realizó cuidadosamente. Para evitar posibles errores estéticos durante la fabricación de los equipos de acero para el pozo, todos los materiales se fabricaron con máquinas de corte de chapa y perfil CNC (Control Numérico Computarizado). Todos los equipos se almacenaron en condiciones adecuadas hasta su finalización.
Dado que los procesos de soldadura pueden causar deformaciones o deformaciones indeseadas en los materiales, se minimizaron durante la producción de los componentes. El 90 % de la estructura de acero de la torre se realizó mediante ensamblaje atornillado. Se buscó una tolerancia máxima de 1 mm en todas las mediciones realizadas durante el ensamblaje de la torre, objetivo que se logró.

El primer ejemplo del proyecto "EKA S1 BELT", ejecutado por Emlak Konut Elevator, se implementó en este pozo. La máquina, el bastidor de la máquina, el bastidor de la cabina, el bastidor de pesas y los sistemas de punto muerto se operaron en esta estructura por primera vez. Además, todos los paneles de control de cabina, de piso y el equipo LIP fueron fabricados por Emlak Konut Elevator. Todas las pruebas de seguridad y confort se realizaron tras la puesta en funcionamiento del ascensor. Todos los movimientos del ascensor existente se controlan mediante un sistema de control basado en la nube, y la estructura de la cinta se monitoriza las 24 horas del día mediante una unidad de control de cinta.
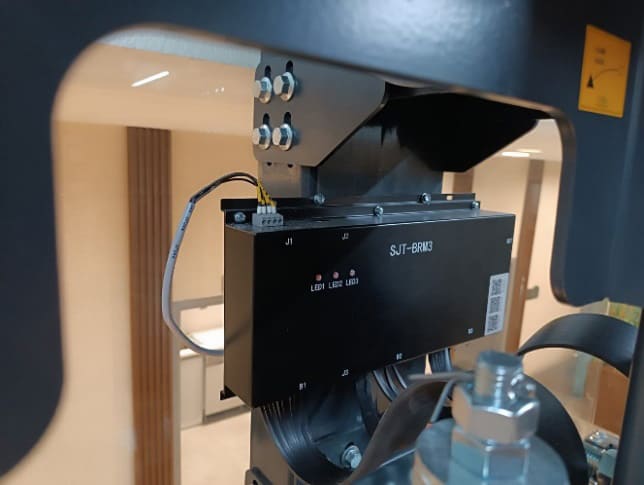
Para alcanzar el alto nivel de confort, el sistema de ascensor se basa en una estructura de tipo correa-cable. La máquina es fabricada por Emlak Konut Asansör (EKA).
Las razones para elegir un motor de doble correa son la eficiencia, la comodidad y el equilibrio. Esta estructura es esencial para mantener el equilibrio de la torre de acero, tirando del bastidor integrado de la cabina desde la parte delantera y trasera del eje del riel.

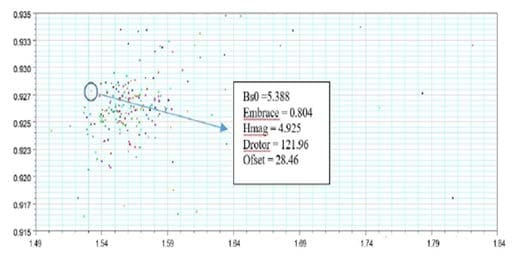
En el sistema de accionamiento utilizado en el ascensor se realizaron estudios de optimización de la eficiencia y de las fluctuaciones de par del motor, considerando la comodidad del ascensor, que es tan importante como la eficiencia.
En los estudios de optimización, se obtuvieron condiciones de contorno con una eficiencia igual o superior al 92 % y una fluctuación de par de 2 Nm o inferior. Para ello, se optimizó cinco parámetros diferentes —como la apertura de la boca de la ranura (Bs0), el grosor del imán (Hmag), el espaciado polar (Embrace), el desplazamiento del borde del imán (Offset) y el entrehierro del motor (g)— mediante el método de algoritmo genético. La Figura 1 muestra la distribución de los resultados de la optimización.
Para que el techo de la cabina parezca más transparente y espacioso, los mecanismos de las puertas de rellano y de cabina se diseñaron para ubicarse en la parte inferior, en lugar de la superior. Todos los sistemas del mecanismo están personalizados con acero inoxidable de calidad 304 o cromado. El objetivo es añadir un valor añadido a la integridad visual.
La caja de inspección de la cabina, que normalmente se encuentra en la cabina, se encuentra debajo de ella. Equipos como patines, tubos magnéticos de sensores de elevación y latas de aceite, que suelen verse en la cabina, están cuidadosamente ocultos. Solo se deja un terminal manual en la cabina para el personal de mantenimiento.
La misma sensibilidad se demostró también dentro del pozo. Durante la fase de diseño de la torre de acero, se determinaron las rutas de cableado dentro de los pilares y travesaños de la torre para los elementos de instalación externos (iluminación, instalación de contactos de puerta, instalación del fondo del pozo, instalación de botones, etc.) y la instalación del pozo quedó completamente oculta. Para facilitar el acceso a la instalación en caso de posible fallo, se colocaron tapas ocultas en la estructura de acero.

MÁS DE LA CATEGORÍA
NOTICIAS DIARIAS