A Brief History of Elevator Wire Ropes, Part Three
Jul 1, 2016

Rope technology from WWII to the present is covered in this series-concluding article.
The period following World War II (WWII) witnessed the development of modern glass-and-steel skyscrapers and improved traction elevators that carried building users to their destinations. The wire-rope industry echoed these changes in the language and illustrations they used to describe their products. At the same time, the presence of the past in the form of late 19th- and early 20th-century elevator systems continued to be an important aspect of the vertical-transportation landscape. Prior to the waves of modernization in the 1950s and 1960s, the need to maintain a significant number of older systems and elevator types remained a critical industry task. All of these parallel issues were reflected in “Booklet 149: Bethlehem Elevator Ropes,” published by Bethlehem Steel Co. in 1946.
The booklet followed the pattern established in the early 1900s and was a catalog devoted to elevator ropes. The cover design sought to directly relate the product to its users with an image of an elevator constructor examining a set of ropes (Figure 1). The company described the quality of its products as follows:
“Bethlehem Elevator Ropes are made to meet the exacting demands of modern elevator service. The utmost care is given to every detail in their manufacture. . . . Bethlehem Elevator Ropes, when properly installed, ‘give’ uniformly, assuring equal distribution of the load among all the ropes on the car and, thus, greatly increasing their service life. The uniformity of the ropes tends to synchronize their travel or motion and promote smooth running. These advantages apply equally well to both the single-wrap and double-wrap installations.”
This brief statement reflected the increasing attention to the details of wire-rope usage on high-speed traction elevators. Bethlehem Steel manufactured a typical range of wire ropes, which were designed to meet a variety of needs (for both old and new systems), including hoisting ropes, counterweight ropes, compensating ropes, car governor ropes, counterweight governor ropes, drum counterweight ropes and control ropes (Figure 2). Bethlehem Steel also followed the standards established in the early 1930s regarding the preference for using 8 X 19 wire ropes on new machines:
“For the modern high-rise, high-speed traction elevator, the use of 8 X 19 Seale ropes offers the advantage of smoother and quieter operation by minimizing the noise or ‘song’ prevalent in some installations using 6 X 19 ropes.”
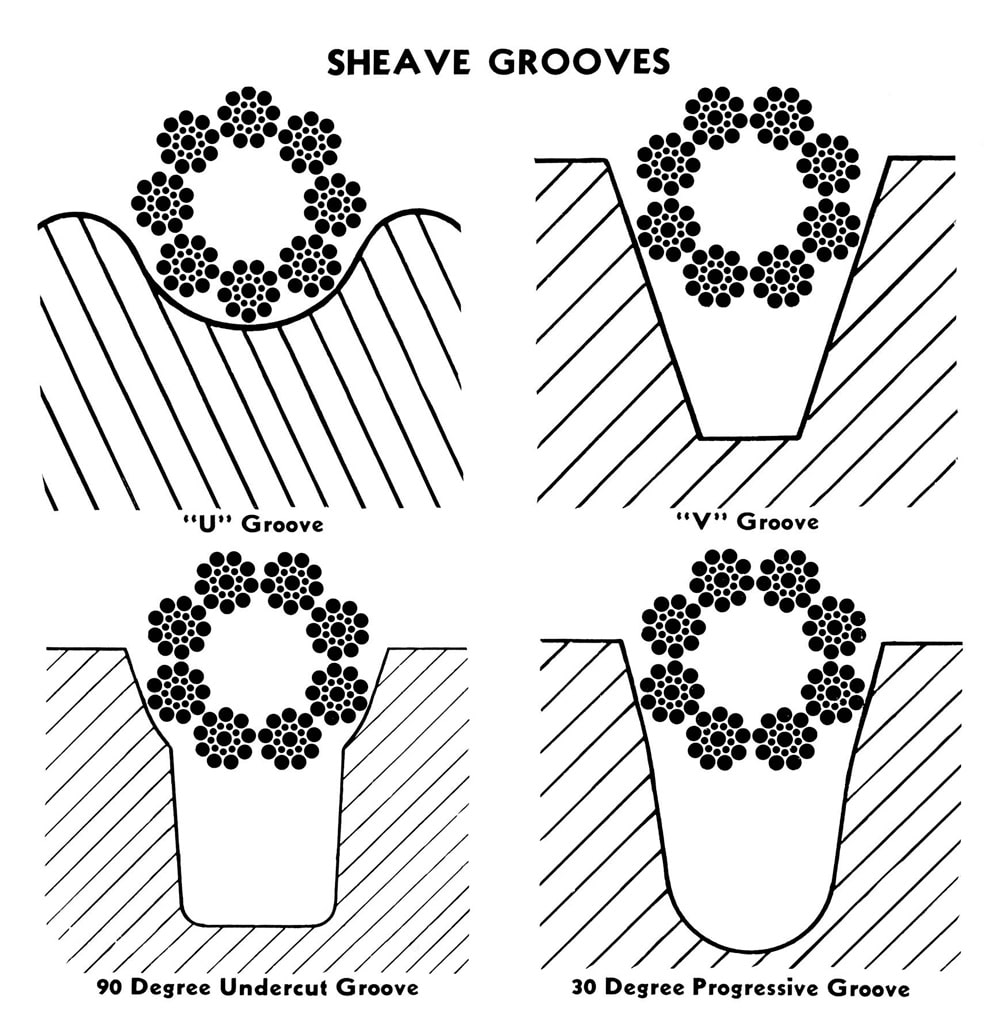
The roping required for modern high-rise, high-speed traction elevators was illustrated in five carefully drawn images that depicted the full range of current types: single-wrap traction overhead machines, 1:1 double-wrap traction overhead machines, 2:1 double-wrap traction overhead machines, 1:1 double-wrap traction basement machines and single-wrap traction basement machines (Figures 3 and 4). The catalog also included drawings of the most “commonly used types of grooves in traction elevator drive sheaves” (Figure 5). Accompanying the images of the modern traction machines were equally detailed drawings of older systems, including the three primary 19th-century hydraulic machine types and drawings of electric drum machines (Figures 6 and 7).
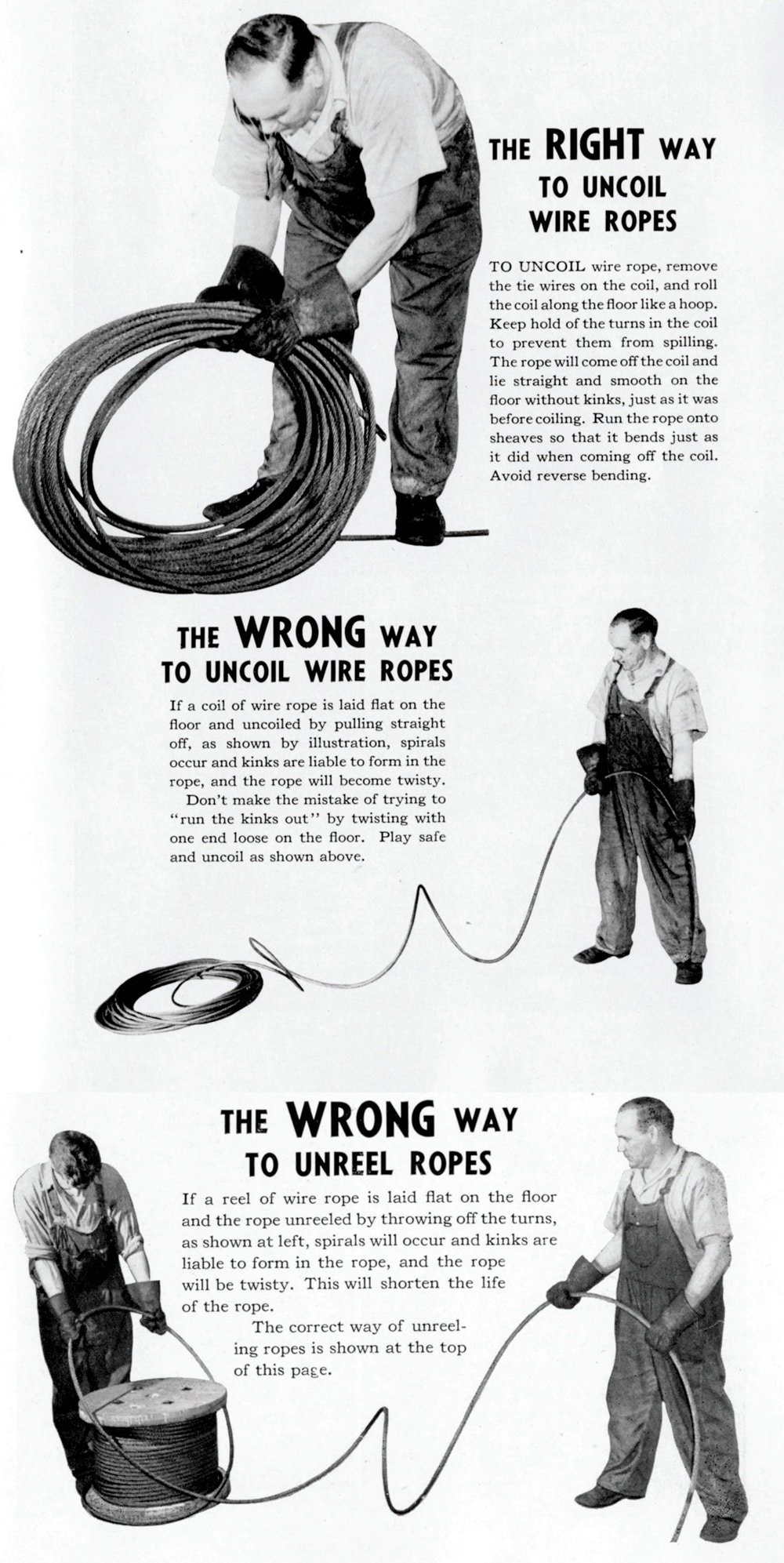
The catalog also provided directions on the proper way to uncoil and unreel wire ropes (Figures 8 and 9). A photograph of someone carefully feeding a wire rope into a shaft was accompanied by the following text:
“To unreel wire rope. . . put a shaft through the center of the reel and lift it with jacks so that it will revolve readily. Take the rope off the reel slowly and straight ahead. Don’t let slack get into the turns on the reel, or let loose loops fall off the reel and bend around the shaft. Run the rope onto sheaves so that it bends just as it did when coming off the reel. Do not run the rope onto sheaves in a way that causes reverse bending.”
The primary concern was to avoid creating spirals or kinks that would damage the rope and/or shorten its lifespan. A final feature of the catalog was a series of charts designed to calculate “the strength remaining in elevator cables after wear.” The process involved identifying a damaged or worn rope, inspecting and measuring the damaged section, then using the chart to determine its remaining strength. The example given assumed a 5/8-in.-diameter rope with a worn surface area .24 in. long with an estimated 10 broken wires. This yields a value of 79% for the rope’s remaining strength (Figure 10).
The 1945 edition of the ASME A17.1 Safety Code for Elevators and Escalators followed the guidelines established by earlier editions with regard to rules concerning elevator ropes. However, the 1945 code was the first to provide specific details on wire-rope use, as well as additional requirements for traction elevators:
“Rule 230e: Hoisting ropes less than one-half (1/2) in. in diameter shall not be used for passenger elevators, and are not recommended for freight elevators except that for private-residence elevators, hoisting cables of not less than three-eighths (3/8) inch diameter may be used. The minimum number of hoisting cables used with traction elevators shall be three, except that private-residence elevators shall have not less than two hoisting cables. The minimum number of cables used with winding-drum elevators shall be two car hoisting cables and two for each counterweight used.”
The increased specificity of the code was doubtless informed by the gradual accumulation of data on wire-rope use during the 1930s and 1940s.
Together with the other two articles in this series (ELEVATOR WORLD, May and June 2016), this brief history of elevator wire ropes serves, in many ways, as an outline of a more complex story. This account did not address the history of wire-rope manufacturing and its impact on elevator ropes. It did not address the development of the mathematical formulae used to calculate rope strengths and capacities, nor did it address the origins of the various types of sheave grooves and their relative merits and drawbacks. These remain topics for future articles.
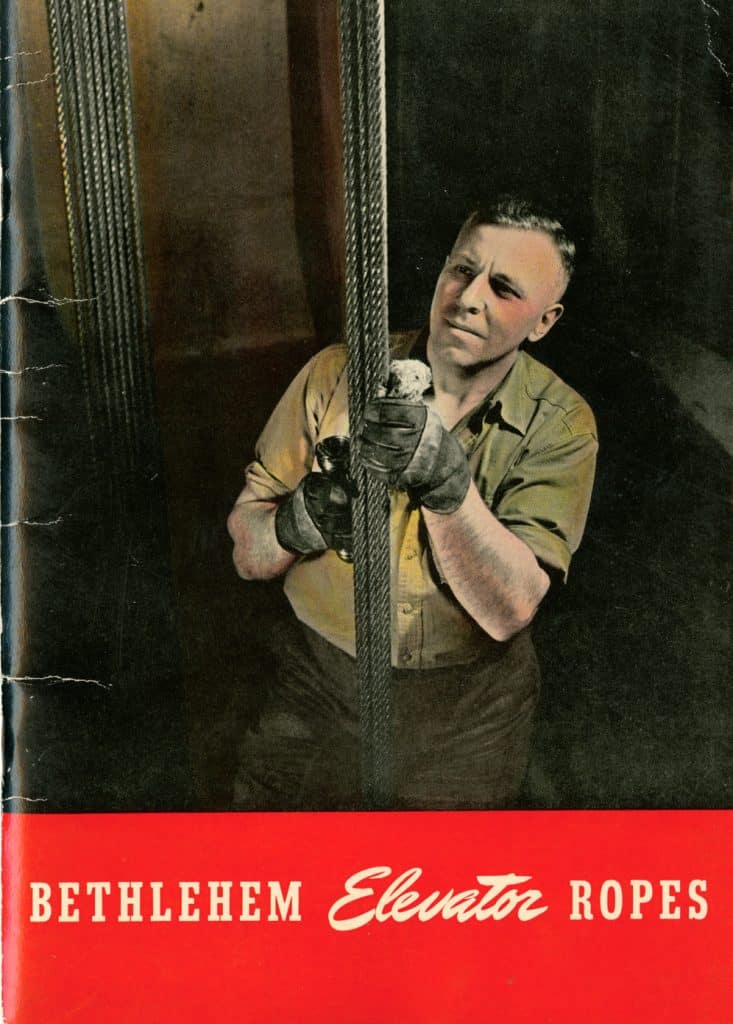
Figure 1: Cover, “Booklet 149: Bethlehem Elevator Ropes” (1946) Figure 2: “Wire Rope Types” from “Booklet 149: Bethlehem Elevator Ropes” 
Figure 3: Overhead traction-machine types: (l-r) single wrap, 1:1 double wrap and 2:1 double wrap from “Booklet 149: Bethlehem Elevator Ropes” 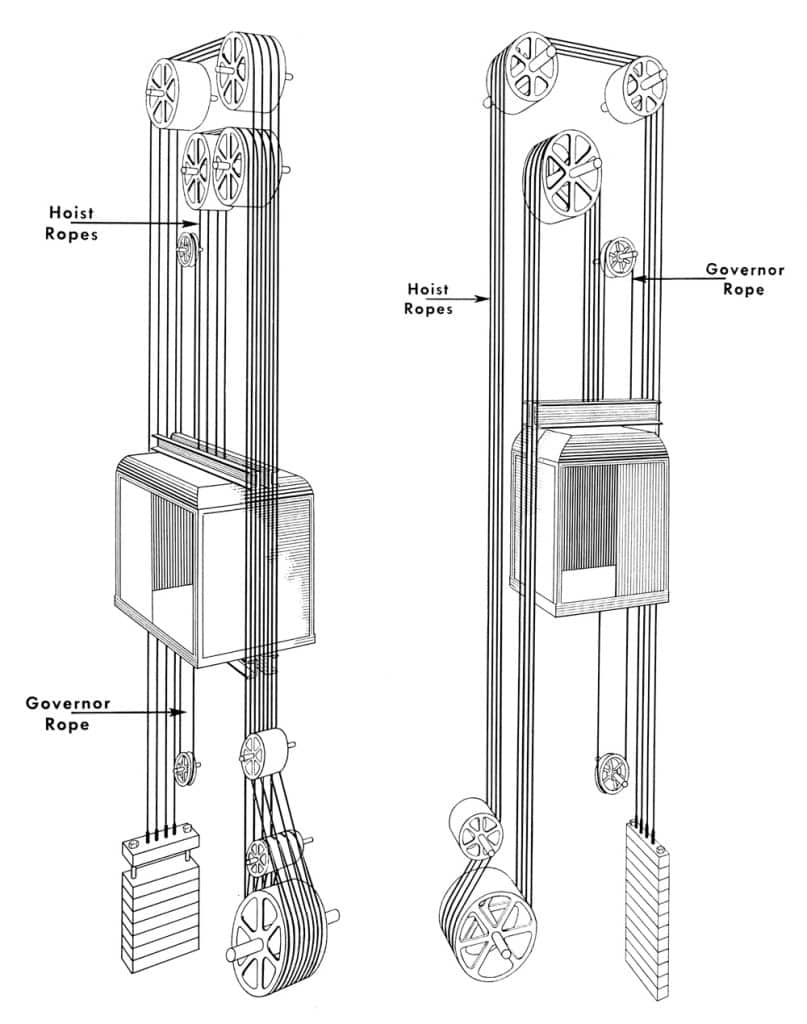
Figure 4: Basement traction-machine types: (l-r) 1:1 double wrap and single wrap from “Booklet 149: Bethlehem Elevator Ropes” 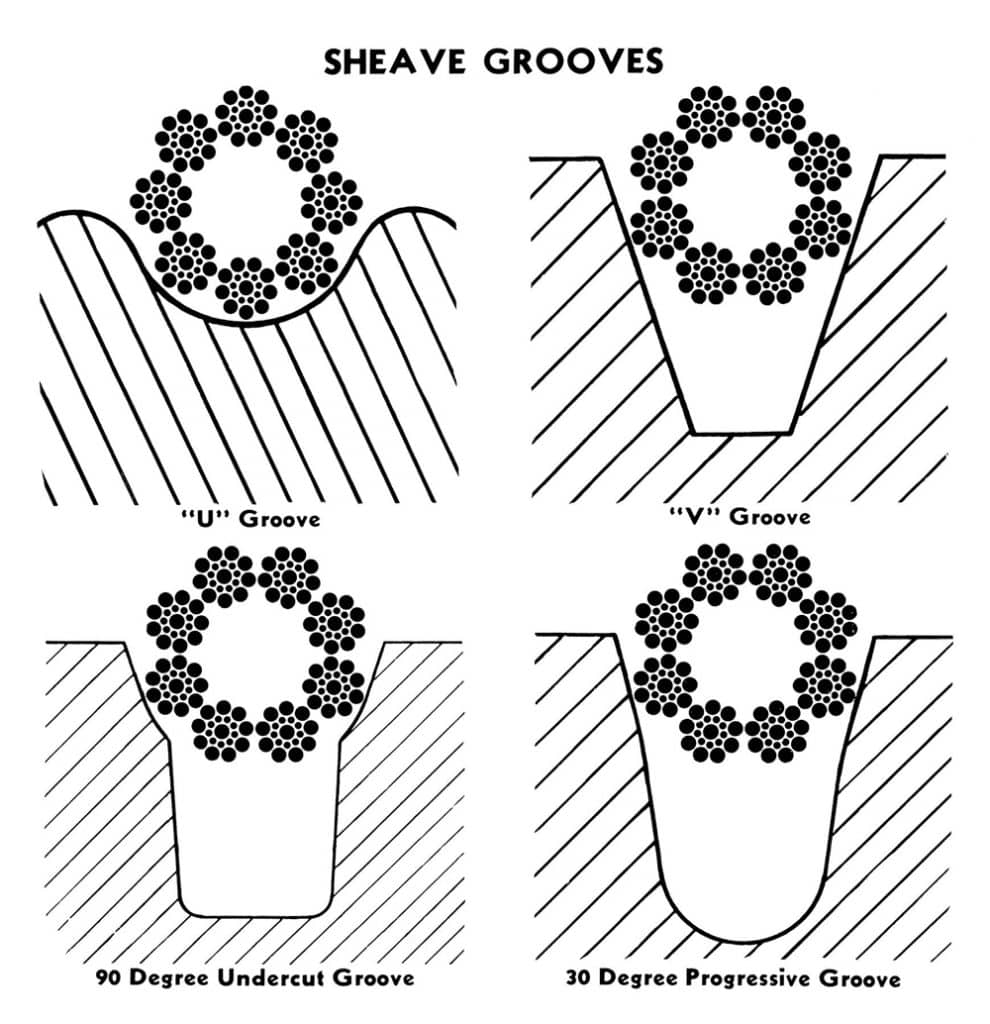
Figure 5: “Sheave Grooves” from “Booklet 149: Bethlehem Elevator Ropes” 
Figure 6: “Hydraulic Machine Types”: (l-r) direct, horizontal and vertical plunger from “Booklet 149: Bethlehem Elevator Ropes” 
Figure 7: Drum machines: (l-r) basement and overhead from “Booklet 149: Bethlehem Elevator Ropes” 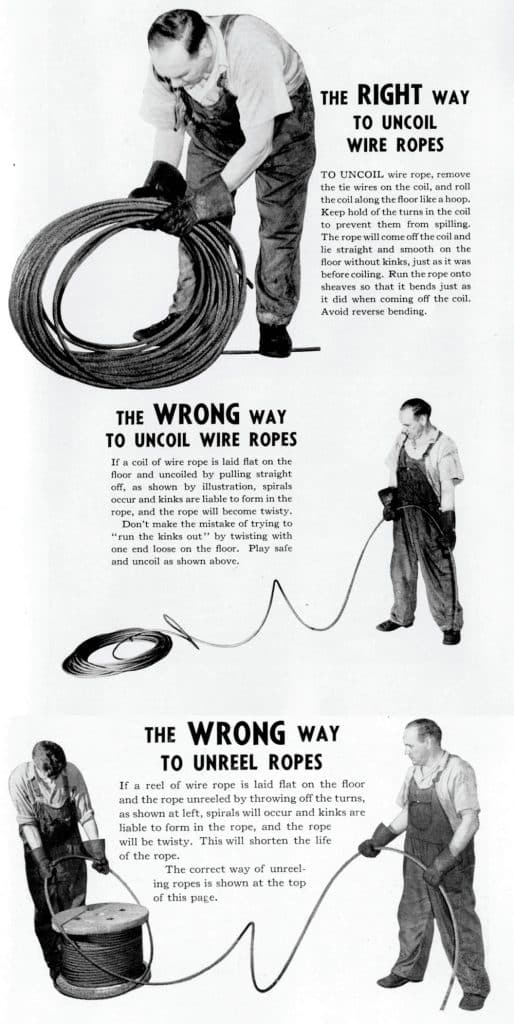
Figure 8: “Right and Wrong Ways to Uncoil and Unreel Wire Rope” from “Booklet 149: Bethlehem Elevator Ropes” 
Figure 9: “The proper way to feed wire rope into a shaft” from “Booklet 149: Bethlehem Elevator Ropes” 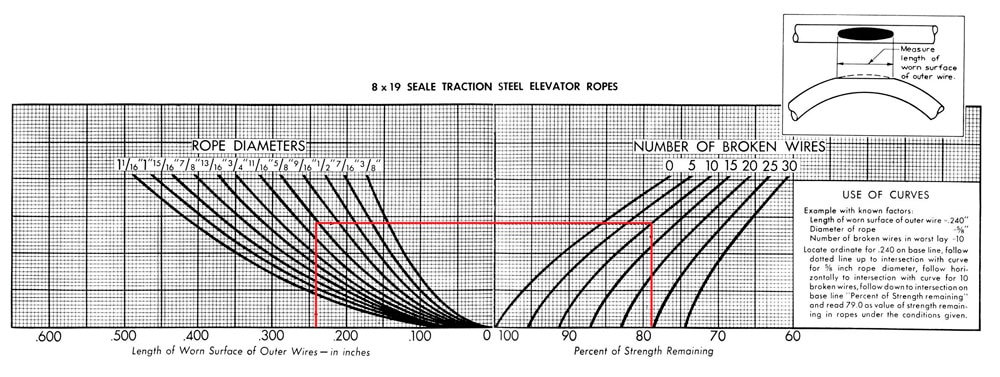
Figure 10: “Chart used to calculate strength remaining in elevator cables after wear” from “Booklet 149: Bethlehem Elevator Ropes”




Get more of Elevator World. Sign up for our free e-newsletter.