A Versatile Solution
May 5, 2023

PU-coated ropes: It’s a lifetime decision
by Pat Dreps and Joseph Thompson
Value: 1 contact hour (0.1 CEU)
This article is approved for Continuing Education by NAEC for CET® and CAT®.
EW Continuing Education is currently approved in the following states: AL, AR CO, FL, GA, IL, IN, KY, MD, MO, MS, MT, NJ, OK, PA, UT, VA, VT, WA, WI and WV | Canadian Province of BC & ON. Please check for specific course verification of approval at Elevator Books.
Learning Objectives
After reading this article, you should have learned about:
- The relationship between wire tensile grade and hardness of the wire
- The type of drive sheave groove required to use polyurethane coated ropes
- The difference in traction capability of conventional wire ropes on steel sheaves to polyurethane-coated wire ropes on steel sheaves
- The difference in the minimum drive sheave diameter allowed on a conventional wire rope to a polyurethane-coated wire rope
- The lifetime expectation differences between a polyurethane-coated rope and a conventional wire rope
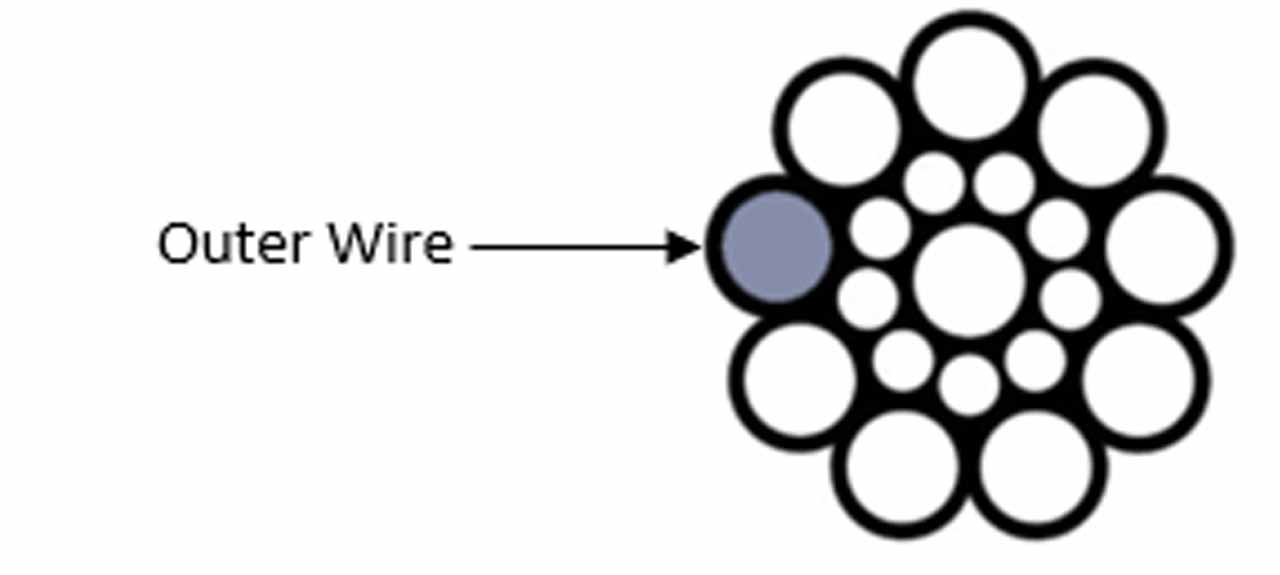
Polyurethane (PU)-coated ropes are a type of high-performance rope used in elevator applications. These ropes are made of a high-tensile steel wire rope that is coated with a special type of polyurethane material. The combination of the steel wire rope and the PU coating results in a rope that is lightweight, durable and offers superior performance compared to other types of ropes. Figure 1 below shows a cross section of a typical PU-coated rope.

In this article, we will explore the properties of PU, as well as the applications of PU-coated ropes in elevators. Advantages and disadvantages compared to other types of ropes will also be discussed.
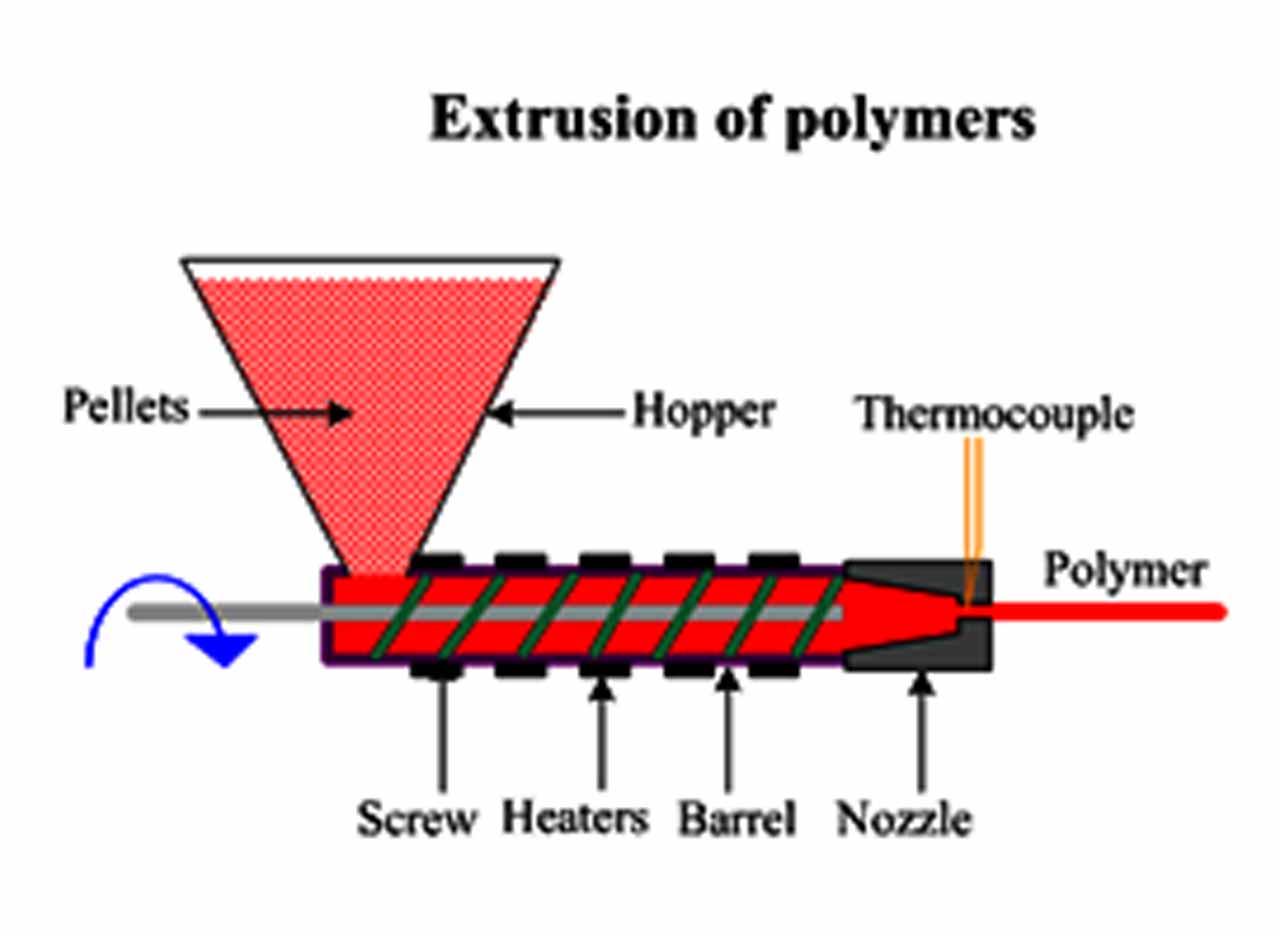
First, PU is a highly versatile and durable polymer used in a wide range of applications. PU is created by reacting a polyol (an alcohol with multiple hydroxyl groups) with a diisocyanate (an organic compound with two isocyanate groups) in the presence of a catalyst and other additives. The reaction produces a flexible, or rigid, material with a range of properties that include hardness, elasticity, abrasion resistance and chemical resistance. PU can be molded into a wide range of shapes, extruded into long continuous lengths (which is the case on a wire rope) or sprayed onto surfaces as a coating. It is used in the manufacture of furniture, footwear, automotive components, coatings, adhesives and insulation, among many other products. PU is prized for its durability, resistance to wear and tear and its ability to be customized to meet specific needs. This customizability is key to its use on wire ropes. This is especially beneficial when it comes to having the proper traction between the coated rope and the sheave. The PU coating is of particular benefit when it comes to protecting the sheave from damage caused by the wires in a wire rope wearing on the sheave. Most people who have spent even a minimal amount of time in an elevator machine room have seen the effects of a wire rope wearing on a sheave groove. This is typically due to unequal tensioning of the ropes in the system, causing one or two ropes to carry a disproportional amount of load. A PU-coated rope does not solve the unequal tension issue, but may prevent damage from occurring to the sheave. Figure 2 below shows typical PU pellets in their raw state.

Secondly, the relationship between wire tensile strength and hardness is such that stronger wires are typically harder than the typical wires used in conventional wire ropes. It would not be possible to use such high tensile, and thus harder, wires without the use of a PU coating, as they would cause damage to the sheave. PU provides a protective layer that prevents wire rope from being damaged by the sheave by reducing friction between the wire rope and the sheave, which helps to extend the life of the wire rope. If we look at the wires in the PU-coated rope, they are much higher tensile grade than that of conventional steel wire ropes. Most are familiar with the terms “Traction Grade” or “EHS” (Extra High Strength) that are used with conventional wire ropes. “Traction Grade” refers to the grade of the outer wire used in the rope (see Figure 3), so for “Traction Grade” the outer wire would typically be 1,180 or 1,370 N/mm2. That is to say, that in a typical 8 X 19 Seale design wire rope, where the construction is eight strands consisting of 19 individual wires per strand, the nine outer wires would be 1,180 or 1,370 N/mm2.
Depending on the user, some consider EHS to be 1,570 N/mm2, 1,680 N/mm2 or 1,770 N/mm2. The wires in a PU-coated rope can have a tensile grade as high as 3,500 N/mm2. This allows for a rope of a much smaller diameter to have a much greater strength than that of a conventional wire rope of the same diameter. One can see that, since there is a direct correlation between the hardness of the wire and the tensile strength of the wire, that using such a high tensile wire with an uncoated rope would cause extensive damage to the sheave. This is not a concern with PU-coated rope, as the wires never come in contact with the sheave, allowing for the use of such high tensile (and thus harder wires) without causing damage.
PU-coated wire ropes are particularly useful for high-performance applications where their highly customizable properties can be tightly controlled to achieve the needed performance of the system. Their unique properties, including high wear resistance, flexibility and chemical resistance, make them an ideal material for use in wire rope coatings. Additionally, the extrusion process used to apply PU around the wire rope allows for precise control over the coating thickness, resulting in a consistent and uniform protective layer.
As mentioned above, an extrusion process is used to apply the PU to the wire ropes. This process of extruding the PU coatings involves the use of specialized machinery to heat and melt the polymer before it is forced through a die to form a specific shape or profile (see Figure 4). In the case of wire ropes, the extrusion process involves feeding the wire rope through a die that is heated to a specific temperature, then extruding the PU coating around the wire rope as it passes through the die. This creates a smooth and consistent coating that conforms tightly to the shape of the wire rope, providing excellent protection and improved handling. PU coatings can be customized to meet specific application requirements, including variations in hardness, color and chemical resistance, making it a versatile solution for a wide range of wire rope applications. In addition, the high extrusion pressure used in the process helps force the PU coating inside the wire rope, filling any gaps or voids between the individual wires. This results in a complete and uniform coating that provides excellent protection against abrasion, corrosion and other forms of wear and tear. The ability of PU to conform to the shape of the wire rope and penetrate its internal structure is a key advantage of this coating, as it helps extend the service life of the rope and improve its overall performance. The extrusion process also allows for precise control over the thickness and consistency of the coating, ensuring it meets the exact requirements of the application.
Since PU-coated ropes use high tensile wire, these ropes typically have a much higher E-Modulus, or said another way, less stretch or lower elongation than of that of comparable conventional ropes of the same diameter. With this low elongation, or stretch value, there tends to be fewer issues with sill alignments at floor levels. This property is particularly important when it comes to excessive re-leveling. We are all aware of the re-leveling that can occur as people enter and exit the car. This re-leveling is minimized with a rope with a high E-Modulus or low amount of elongation. The low elongation property also contributes to smooth and vibration-free elevator rides.
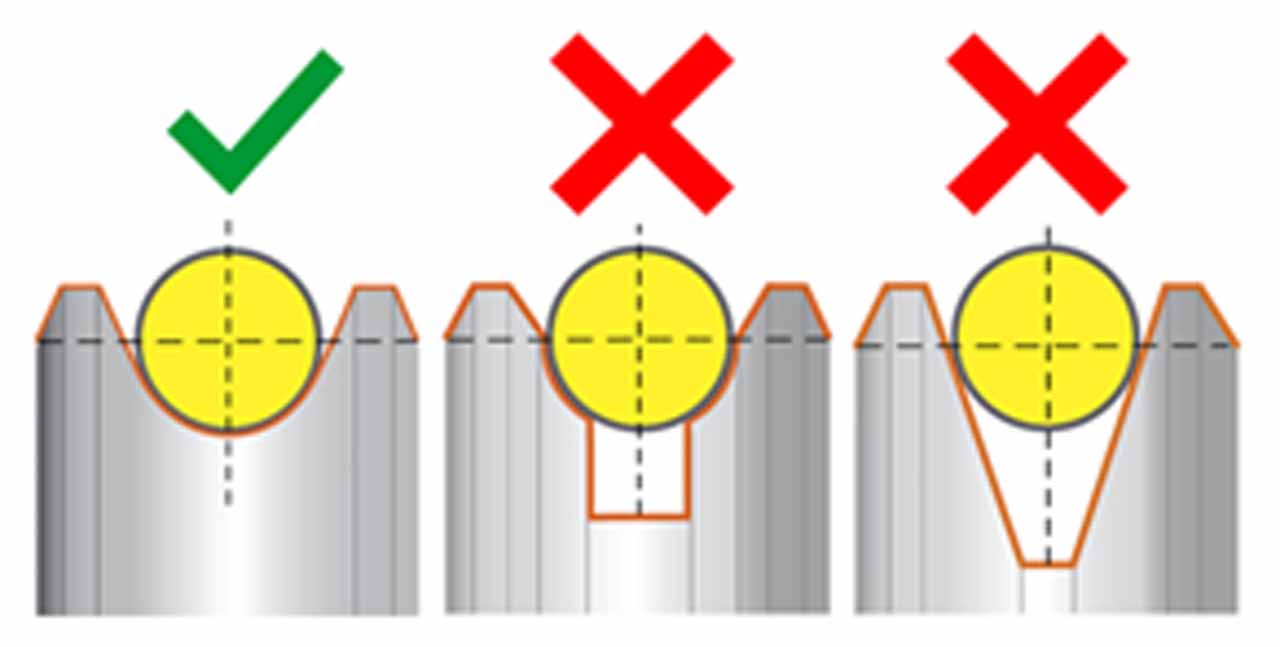
Another benefit of polyurethane coating on PU-coated rope is it provides excellent abrasion resistance while protecting both the steel rope and the drive sheave from damage due to friction and wear. As mentioned above, the wires never contact the sheave. Only the PU does, and thus, has a couple of advantages over conventional wire ropes. With the PU on steel having a traction coefficient of typically three times that of conventional wire rope on steel, there is no need to use aggressive grooves such as undercut U-groves or V-grooves that severely shorten rope life to generate the needed traction. It is important to understand that the surface roughness of the drive sheave in conjunction with the surface roughness of the PU-coated rope determines the amount of traction that can be achieved. Unlike with conventional wire ropes where there is steel on steel and the coefficient of friction is fixed and well known, a PU-coated rope’s surface roughness can be altered or customized to achieve a desired coefficient of friction on a given sheave roughness. This customization is achieved by various controls in the aforementioned extrusion process and is one of the key benefits of PU-coated ropes over the conventional wire ropes.
Lifetime of suspension means is always a topic when discussing elevator design. With today’s elevators, there is a common discussion that takes place around today’s suspension not lasting as long as it used to. PU-coated ropes will always have longer lifetimes compared to conventional steel wire ropes because the wire rope is naturally protected by the coating and the sheave is also naturally protected from wear by the coating. Per A17.1, an elevator suspension means member must be retired when it falls below 60% of its original breaking strength. Some PU-coated ropes have been subjected to a 90-million-cycle bending fatigue test that ran 24 h a day, seven days per week for multiple years. When the ropes were removed from the test machines, they broke with residual strengths above 90%.
Let us consider a typical PU-coated rope 2:1 installation (which is very similar to PU-coated steel flat belt elevators) where there are three simple bends in the most-used rope section in every trip. For this discussion, the meaning of “trip” is every change in direction of the drive sheave as the elevator travels up and down. For example, you start in the lobby and stop at floors 4, 6, 9 and 12 while traveling to the 15th floor, then go back down to the sixth floor with no stops on the way. There were multiple starts on the way up to the 15th floor, but there was only one trip (when the elevator reversed direction) in this example. A standard usage elevator endures 150,000 trips per year on average. During each trip, the PU-coated ropes mentioned in this paragraph experience three simple bends in the most-used rope section during every trip. So, this elevator’s most-used rope section experiences 150,000 x 3 simple bends equals 450,000 simple bends per year. If the desire is to have suspension means last 15 years using this example, the PU-coated ropes would cycle through 450,000 simple bends per year X 15 years for a total of 6.75 million simple bends.
A further advantage of PU-coated ropes in elevator applications is their ability to dampen noise. Traditional steel wire ropes can generate a significant amount of noise due to vibrations caused by the movement of the elevator car. The PU coating on the coated ropes acts as a noise dampener, reducing the amount of noise generated during elevator operation. This is particularly important in buildings where noise levels need to be kept to a minimum, such as hospitals, hotels and residential buildings. The noise-dampening property of PU-coated ropes can help create a more comfortable and peaceful environment for elevator users and those in the surrounding areas.
The combination of the steel wire rope and the PU coating results in a rope that is much lighter than other types of ropes with comparable strength. This lightweight property is particularly important in elevator applications where the rope weight directly affects the energy efficiency and performance of the elevator. Not only is the rope itself lighter, but the above-mentioned higher traction coefficient allows for a much lighter car to be used, reducing the initial cost of producing the elevator. By using a lightweight, PU-coated rope in conjunction with the lighter car, elevator manufacturers can reduce the energy consumption of their products and lower operating costs for building owners without sacrificing the capacity of the car. Another advantage of PU-coated ropes is their ability to operate with smaller sheave diameter to rope diameter (D:d) ratios. Traditional ropes require larger D:d (40 to 1 is the minimum allowed) to prevent excessive damage to the wires. PU-coated ropes, on the other hand, can operate with smaller sheave diameters — D:d of 25 to 1 — due to the protective PU coating and high tensile wires. This means elevator systems using PU-coated ropes can have smaller sheave diameters, which reduces the torque requirement of the drive motor, thus reducing the size of the motor required. This, in turn, reduces the overall size of the elevator system, allowing for more efficient use of space.
PU-coated ropes require little maintenance compared to other types of ropes. The polyurethane coating encapsulates the wires inside and provides some protection against the wires themselves wearing on each other and producing rouge, which is common in conventional ropes when there is lack of lubrication. This PU coating eliminates the need for external lubrication. In fact, lubrication is not allowed, as it would adversely affect the traction.
Some wonder if PU-coated ropes require special wedge shackles or special load tension equalization devices. The answer is, “No.” PU-coated ropes use the same wedge shackles conventional steel wire ropes use. PU-coated ropes also use the same load equalization devices conventional steel wire ropes use.
In addition to the properties mentioned above, PU-coated ropes have a number of specific benefits that make them an attractive choice for elevator applications. When PU-coated wire ropes are cut, the polyurethane coating prevents the wires from unraveling, eliminating the need for seizing the rope ends. This is a significant advantage over conventional ropes, which require the ends to be seized prior to cutting the rope to prevent the strands from moving out of position. Figure 6 is a photo of what is known as a “Scattered I-Line.” This is a clear indication of strands that have moved out of their original position. Strand movement is one result of inadequate seizing. This feature makes PU-coated ropes easier to manage and install, saving time and reducing the risk of injury during installation while seizing and cutting to final length once the ropes are pulled in.
The cost of PU-coated ropes compared to conventional ropes can vary depending on a variety of factors such as the type of rope, length required and specific application. PU-coated ropes typically have a higher upfront cost than conventional ropes due to the specialized manufacturing process and the use of high-performance materials. However, the improved durability, minimal maintenance requirements and extended service life of PU-coated ropes can result in significant cost savings over time. Additionally, the use of PU-coated ropes in high-performance applications such as elevators can improve safety and reliability, reducing the potential costs associated with downtime, maintenance and repairs.
In summary, the use of PU-coated ropes in elevator applications offers many advantages, including high tensile strength, low elongation, excellent abrasion resistance, weight reduction and minimal maintenance requirements. The combination of these properties results in an elevator system that is more energy-efficient, has a longer lifespan and requires less maintenance compared to one with traditional ropes. The ability of PU-coated ropes to operate with smaller sheave diameter to rope diameter ratios and the elimination of the need to seize the rope ends when cut further add to their appeal for elevator applications.
Learning-Reinforcement Questions
Use the below learning-reinforcement questions to study for the Continuing Education Assessment Exam available online at Elevator Books or on p. 121 of this issue.
- Can wires in coated ropes be much higher strength than wires in conventional steel wire ropes?
- What geometry drive sheaves are used in a coated rope installation compared to geometry of drive sheaves used in a conventional steel wire rope installation?
- How is traction generated when using coated ropes and is this different compared to when conventional steel wire ropes are used?
- Can the D:d ratio be smaller than 40:1 when using coated ropes?
- Why do coated ropes allow the designer to specify lighter empty car weights when compared to when using conventional steel wire ropes?
Get more of Elevator World. Sign up for our free e-newsletter.
![]()








![]()