
EW visits elevator component manufacturer GAL, which seems poised for an excellent year.
According to Reuters News Service, 2011 is the year of companies that “make things.” If that is so, GAL is among those poised for a great year. Herbie Glaser III, grandson of the company founder, and affectionately known as “Three,” told your reporter that the company has streamlined its manufacturing process, and at the same time is manufacturing almost every piece of the products it sells. “In some cases, we even make the machines that make the products. This keeps us from being held hostage by suppliers – either in quality or deadlines,” Herb III added. From his office he can watch the entire factory on a double-screen computer. There he can also review processes and errors with an eye toward speeding up time and quality (1). Glaser also said that the lean initiative originally came from Paul Seifreid, vice president of Operations. Supervisors were trained and then they trained others. Soon processes were streamlined, the factory floor reorganized, waste reduced and costs controlled – all without letting any of the 350 employees go.
Andrea Magaziner and Glaser showed your reporter through the entire factory, including newly built areas devoted to controller engineering. With manufacturing areas and offices, GAL has approximately 100,000 square feet of space with an additional 50,000-square-foot warehouse nearby.
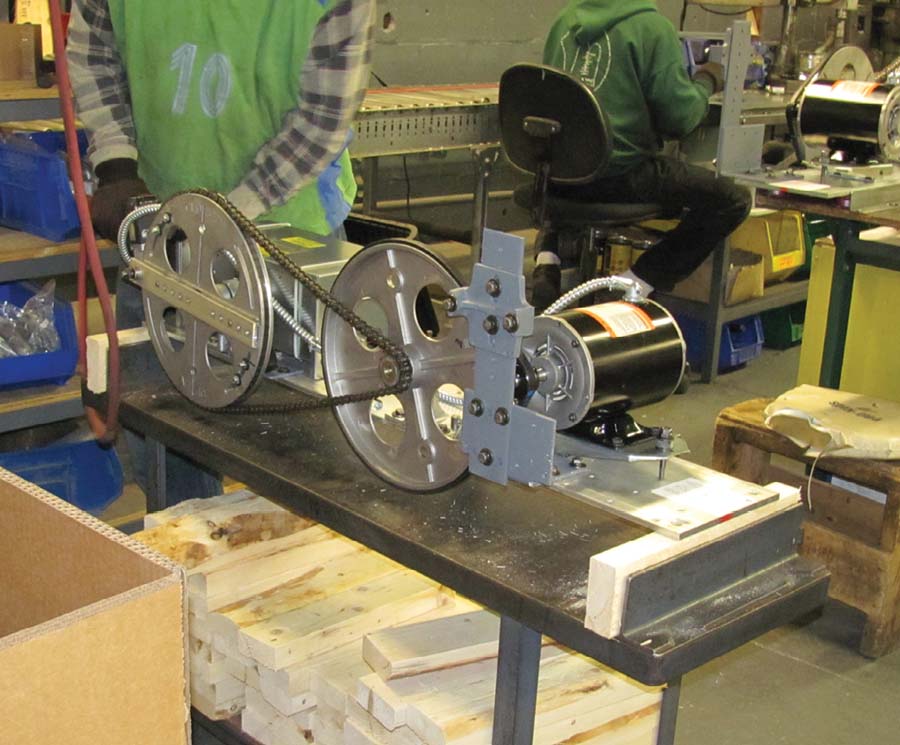
First up was the new computer activated Lazar machine (2), which cuts and engraves. Beside it, a hoist loads heavy materials onto a work platform (3).
Herb III noted that the company can and will manufacture replacement parts for door operators from the 1930s, if needed. When change is required, it is easier to design and make it in-house. It can also manufacture more than 50,000 products in one day. Many are small, like those from the in-house all plastics injector molding machine (4). When the system was manual they produced only 100 items per day. New computerized machines have replaced manual equipment with upgrades to punch presses, shears and Lazar. Now, they have over 36,000 part numbers for new installation, modernization, repair and maintenance.
The company makes nearly all of its own progressive molds and dyes (5 and 6). It also uses the spincaster to mold Braille for handicapped equipment. In addition, its new push buttons that can be changed at the controller for color and function were in this area (7 and 8).
In the engraving department, everything is automatic and a cold-air gun to cool the engraving spindle is used (9). Powder coating fills the engraving and a quick melt-and-dry process proceeds. The painting process has been improved with degreasers, and GAL has also moved to galvanizing – a one step operation that reduces time and labor.
In addition, the company’s door package is progressively assembled on the floor. Parts are manufactured and go in the crate, which is put on a conveyor, moving on from station to station. The final door equipment conveyor line is 330 feet (10-13). Four people using this conveyor can box 100 crates of door equipment per day. According to Glaser the new lean initiative has reduced delivery from 12 weeks to four, with an average of 95% on time delivery.
The R&D department on the factory floor makes several tools and dyes as well as certain types of machines (14). Clearly, the company is an engineers’ paradise and the place is filled with them – from the top (2nd generation Walt (15) and Herb Glaser (16)) to all levels of the third generation of Glasers as well.
One of the most impressive machines is the Komax wiring machine. Drawing from large spools, the machine pre-labels controller wiring and then pulls wire for harnesses attaching the connectors and crimps (17).
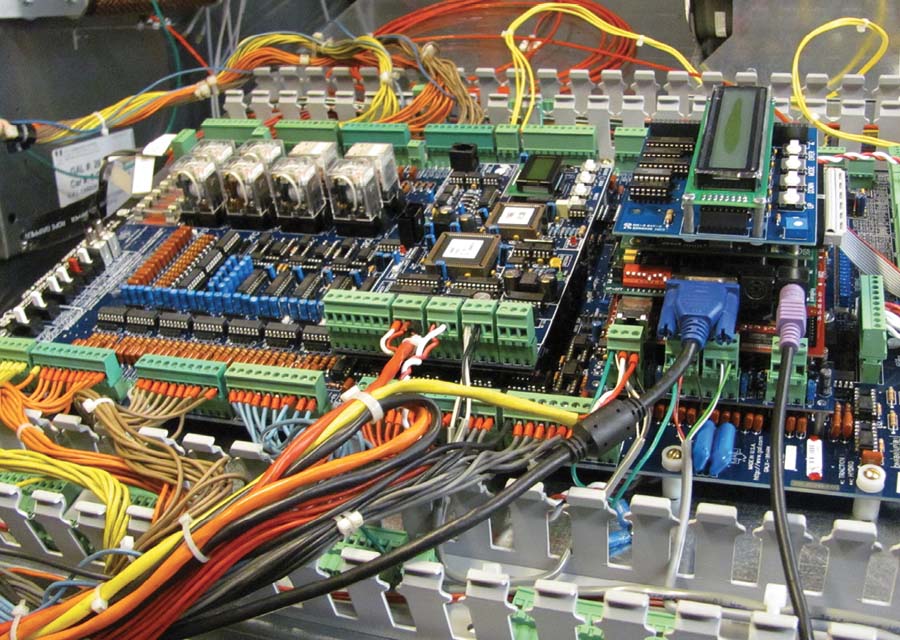
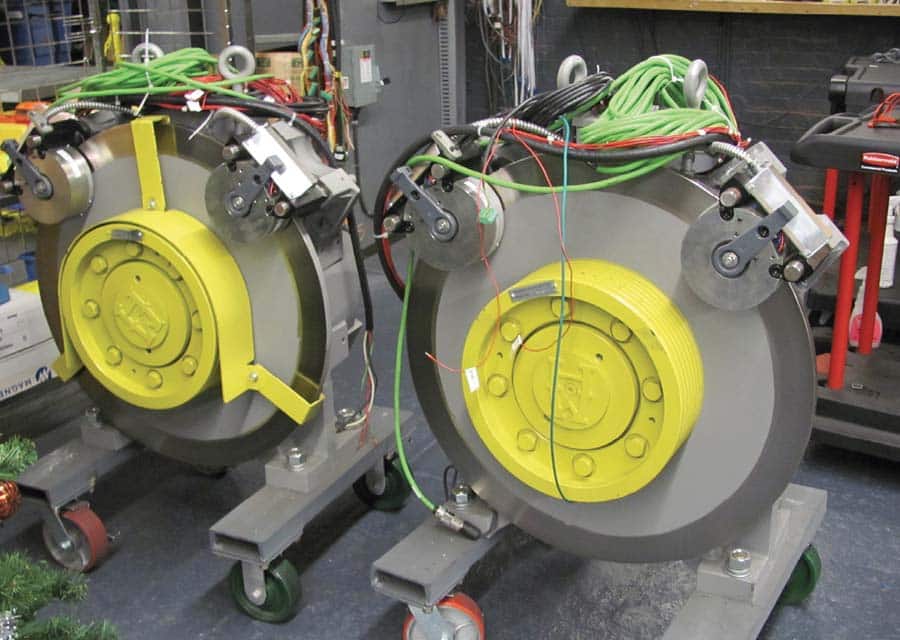
Near the wiring machine is the controller testing center (18). There are no simulators here, and all testing is done with AC and DC machines, door operators and complete signal fixtures are used to replicate field conditions as much as possible. In addition, the Hollister Whitney non-proprietary AC permanent magnet (PM) machine-room-less (MRL) is used (19). For controllers, the test procedure is recorded on a touch- screen system, and can be reviewed for data in the field if issues arise. Controllers have a chip much like plug-in data storage for computers (20). The chip can be revised and replaced as needed.
One of the most fascinating areas was the circuit-board room. GAL has manufactured all of the circuit boards it uses for about two years. This has improved inventory control and quality. Both technologies are used – surface mount and through hardware (21-23). For the surface mount a machine solders the finished product. Board repair and testing is also done in this area, along with R&D (24).
In the nearby pick-up center, GAL handles 50 orders a day, to help walk-in customers, sample products cover the walls for identification.
In the office area above the factory and pick-up center are sales and executive offices and a newly built 10,000-square-foot space dedicated for the GALaxy controller contract engineering, field technical support, software engineering and R&D (25). A large training room contains equipment – controllers, AC PM MRLs, door units, etc. (26). It is here that many field personnel come to learn about the GALaxy controller, the rope gripper, the new fixture buttons and the door operators. Later during the tour, Sales Vice President Doug Witham (27) mentioned that GAL has a couple of groups coming in for training each week.
Ideally located across from New York’s Yankee Stadium, the new GAL is more efficient – leaner and greener. The first generation founded the company, the second generation initiated its growth, and the third is streamlining all processes. Standing still is not an option.






















Get more of Elevator World. Sign up for our free e-newsletter.








