Innovative Balance Coefficient Testing System for Elevators
Feb 1, 2015

Time, money and manpower can be saved using a new testing method.
by Wang Weixiong, Liu Yingjie, Wu Xingjun, Wang Xinhua, Xie Chao, Song Yuechao and Li Gang edited by Peng Jie, EW Correspondent
Elevators play an important role in vertical transportation to facilitate the daily life of people. With the number of elevators increasing, safety issues are drawing more and more attention from researchers in the elevator industry. Today, almost every elevator is subject to inspection by certificated inspectors as specified by code regulations. Testing the balance coefficient of the elevator under inspection is a key task for inspectors and usually related to the traction capability of the machine. The traditional method to test the balance coefficient is measuring the current, which requires different preset load blocks to be placed in the car for a series of measurements. Then, the car is run with the first load set and the running current is recorded. This is then repeated with the second load set and so on. The balance coefficient is made available after drawing curves and lines based on the measurement records.
The traditional way costs much more time, money and manpower compared with our innovation. This empty-car load-balance coefficient testing system is proposed by means of the definition of “balance coefficient.” The inspector uses the testing system to measure the weights of the empty car and the counterweight, respectively, from which the balance coefficient can be calculated. Preset load blocks are no longer necessary. The system has been tested with elevators on actual jobsites, and its measuring accuracy was at the same level as the traditional method. Your authors hope their system will improve balance coefficient testing procedures in the near future.
Background
Elevator safety is a focus of more and more attention from researchers in the industry. As special equipment, elevator safety equipment requires inspection every year by code regulations. Measurement of the balance coefficient is one of the important inspection tasks to be fulfilled with newly installed elevators. The balance coefficient is related to traction capability of the machine, defined as the ratio of the weight difference between the counterweight and the empty car relating to the rated capacity of the elevator.
Additional weight on the car side may change the balance coefficient and affect the traction capability of the elevator (for example, if users add decorations to the cab). As a result, the heavier car allows the elevator to run under hazardous conditions. It is impossible to carry out a balance coefficient test for every lift in regular inspection practice (as in a yearly inspection) using the traditional test procedure. To overcome the challenge, we have tried testing methods with empty cars. In one, an indirect measurement of the tension on suspension ropes is made (Figure 1a). With that, the weight of the empty car and counterweight can be found by calculation. The method depends on calculations for balance coefficient with relatively rough measurement accuracy.[1]
Another method makes a direct measurement of the weight of the empty car and the counterweight by means of a load sensor (Figure 1b). However, it is difficult to fix the load sensor on the jobsite, so its practical application is limited.[2 & 3]
One more method is proposed by TÜV SÜD: by installing one gripper on the suspension ropes and another gripper in the machine room, the operator manually releases the brake of the traction machine to acquire the balance coefficient of the elevator. This is easier to carry out, but affixing the gripper in the machine room can pose a great challenge to the operator, and the manual release of the brake also calls for the operator to have sophisticated skills.[3] The improved method your authors propose (Figure 1d) uses two grippers fixed on the suspension ropes, that exert a hydraulic force to make the wire ropes between the grippers slack; then, the load sensor placed between the cylinder and the upper gripper measures the weight of the car and/or counterweight.
System Designs
Design Structure Comparisons
There are three design structures proposed for the purpose of testing the elevator balance coefficient. In Figure 2a, the structure is composed of a lower gripper, an upper gripper to be fixed on a suspension rope, a cylinder for lifting the car or the counterweight, a sensor for measuring the weight, and a pulley and a wire rope for transmitting the force. This design structure is easy to manufacture and install, but there are bias loads when lifting the car or the counterweight. In Figure 2b, both the lower and upper grippers are fixed on the suspension ropes, four cylinders are used to lift the car, and two sensors are used to measure the weight. The push-out cylinder pushes the lower gripper up until the suspension ropes between the lower and upper gripper become slack so that the screen reading shows the weight value of the empty car or counterweight. However, the push-out cylinder requires much more height, versus the pull-in cylinder. In Figure 2c, the pull-in cylinder lifts the load, saving the working height of the device. Hence, it is the most practical of these design structures.
Determination of Parameters
The balance coefficient testing system is designed based on the structure shown in Figure 2c. The maximum rated load Wmax is set at 3000 kg, the complete unit weighs within 30 kg, the available measurement of suspension-rope diameters range 8-16 mm and the number of suspension wire ropes for measurement range from two to five.
Inner Nylon Pads
To prevent the wire ropes from being damaged by the steel grippers in the test, an inner nylon pad set is attached to the steel gripper to protect the wire ropes. Its strength is verified by finite element method. The final pad dimensions are 100 X 18 X 50 mm (Figure 3). The wire ropes fit within five grooves, which include carved-in notches to increase friction.
Bolt Parameters
To lift the maximum weight Wmax, the friction force Ff exerted between the inner gripper pads and suspension ropes must be equal or greater than Wmax; then, Ff is calculated with:
Ff = 4 X ƒ X Fv = Wmax (Equation 1)
In Equation 1, ƒ is the friction coefficient and Fv is the pre-tightening force of the bolt. After substituting the value ƒ for 0.3 and the value of Wmax for 3000 kg, the least-required Fv is found to be 25 kN. Referring to the “Bolt Pre-tightening Table” in the Mechanical Design Handbook, the 8.8 class M14 bolt is selected for Fv = 52 kN when the pre-tightening torque is 135 Nm.
Cylinder Parameters
Two cylinders are applied to move the lower gripper up, according to the design specifications. To raise the maximum load of Wmax (3000 kg), the piston diameter d and the cylinder’s inner diameter D (both in millimeters) must be determined. A light cylinder type is selected, with its rated pressure p around 5 MPa. Then, both diameter values can be calculated by Equation 2. A cylinder with a dimension of 25 X 15 X 100 mm is preferred.
π/4(D2 – d2) X p X 2 > Wmax (Equation 2)
Experiments
Calibration
Two force sensors are used in the testing system. Both must be calibrated to ensure their working accuracy. Preset load blocks weighing 500 kg and 1000 kg, respectively, are used for the calibration. Figure 4 shows the calibration site, where one end of the sensor is connected with a hook of crane, while the other end is connected with a preset load block. After the calibration, the sensor’s measurement deviation ranges within +/-0.1% of the full scale.
Next, the complete testing system is calibrated using the 500-kg preset load block (Figure 5a). Due to the additional weight of the cylinders, the lower gripper, the hose and the wire rope, the display value in the screen reads 40 kg more than the 500 kg of the preset load block as shown (Figure 5b). Adjustments were made to compensate for the extra weight inherent to the testing system.
Test on a Typical MRL Elevator with 2:1 Roping
A typical machine-room-less (MRL) elevator was used to test the efficiency and accuracy of the newly developed system for balance coefficient measurement. A lift with a rated capacity of 1000 kg and rated speed of 1.75 mps is chosen for the experiment, which is carried out on the top of the car. At first, the weight of the empty car is measured, with the test device fixed on one side of the suspension ropes (Figure 6a). Then, the piston is manually pulled out of the pump to raise the lower gripper in order to make the suspension ropes between the upper and lower grippers slack (Figure 6b). The screen should then read 1160 kg, indicating the measured weight of the empty car.
The second step is to measure the weight of the counterweight before and after lifting the counterweight (Figure 6c-d), with slack wire ropes between the upper and lower grippers. The weight of the counterweight reads 1,655 kg. The balance coefficient of this elevator can be calculated from the above measurements, resulting in the value of 0.49. In comparison with the measurement value of 0.48 by the traditional method, the values from the two testing methods highly agree with one another.
Test on a Typical Elevator with 2:1 Roping
A typical elevator with machine room (Figure 7a) was also selected for testing the efficiency and accuracy of the newly developed system. The rated capacity of the lift is 1000 kg, and its rated speed is 1.75 mps. Testing of the counterweight reveals its weight is 1,484 kg. Testing the empty car (Figure 7b) reveals its weight is 1,018 kg. Therefore, the balance coefficient of the lift comes to 0.47, which is the same value of 0.47 resulting from a test carried out by the traditional method.
Factors That Affect the Measurements
Affixing the Grippers
Both sides of the suspension ropes are available for affixing the grippers of the testing device. However, due to the impact from the static friction between the sheave and the ropes, there lies some difference in which side of the suspension ropes to affix them. The measurements are collected and compared time and again for the difference (Figure 8).
Repeated tests reveal the difference between the measured weight values by fixing the grippers on either or the other side of the suspension ropes is approximately 6 kg. In order to make the test more accurate, we would suggest the test be carried out twice, relocating the grippers onto the other side of the ropes in a second test for measurements of the empty car or counterweight, then taking the average of the two recorded values for the final test result.
Inclination Angle
The measurements vary depending on the inclination angle of the gripper fixation. To figure out which angle would fit in with the right tolerance range in practice for jobsite tests, we tried measuring the weight of empty cars with different angles (Figure 9). We found the measurements tend to increase with increasing inclination angles of the gripper fixation. The right tolerance of the inclination angle for gripper fixation stays within a range of 3º for a maximum fixation error rate of 0.3% of the full scale of the balance coefficient testing device.
Reliability
To verify the reliability of the new testing system, a series of experiments was carried out on different elevators. The same test was repeated six times on each of the elevators selected for assessment of the testing system’s reliability. In the results (Figure 10), we were satisfied to find a desirable deviation rate (0.04%) of the full scale of the elevator balance coefficient testing system.
Conclusion
The new testing system has been tested time and again on jobsites. Our experimental results show the system can well fulfill the measuring tasks intended without using preset load blocks, which are heavy, redundant and labor intensive. The innovative system can achieve the same measuring accuracy as the traditional method, while saving valuable time and money. The new system has proven reliability in practice by repeated tests. We believe it will find a wide application in the elevator industry in the near future.
Acknowledgement
This work is supported by the General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China (2011kj 18, 2011QK321, 2012QK065 and 2012104016-4).
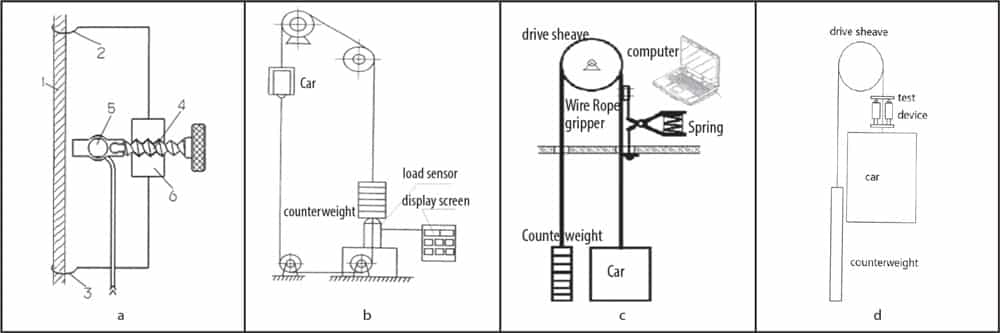
Figure 1: Methods for testing the elevator balance coefficient 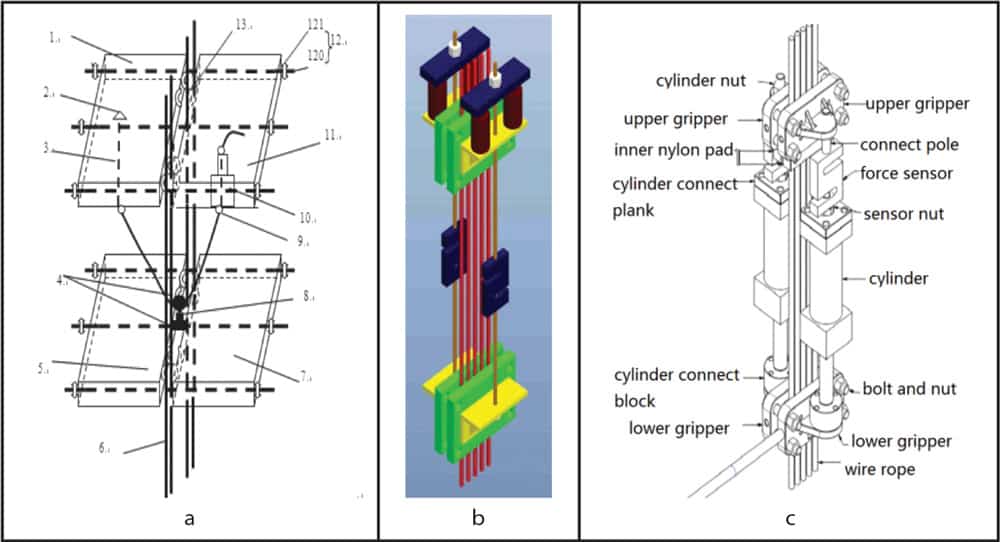
Figure 2: Design structures 
Figure 4: Load sensor calibration site 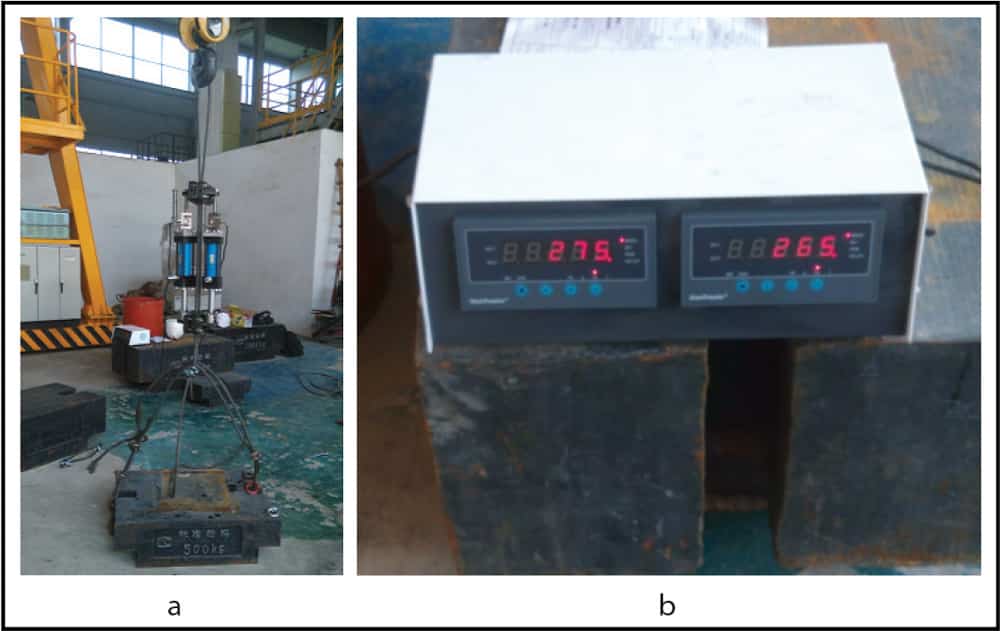
Figure 5: Calibration site 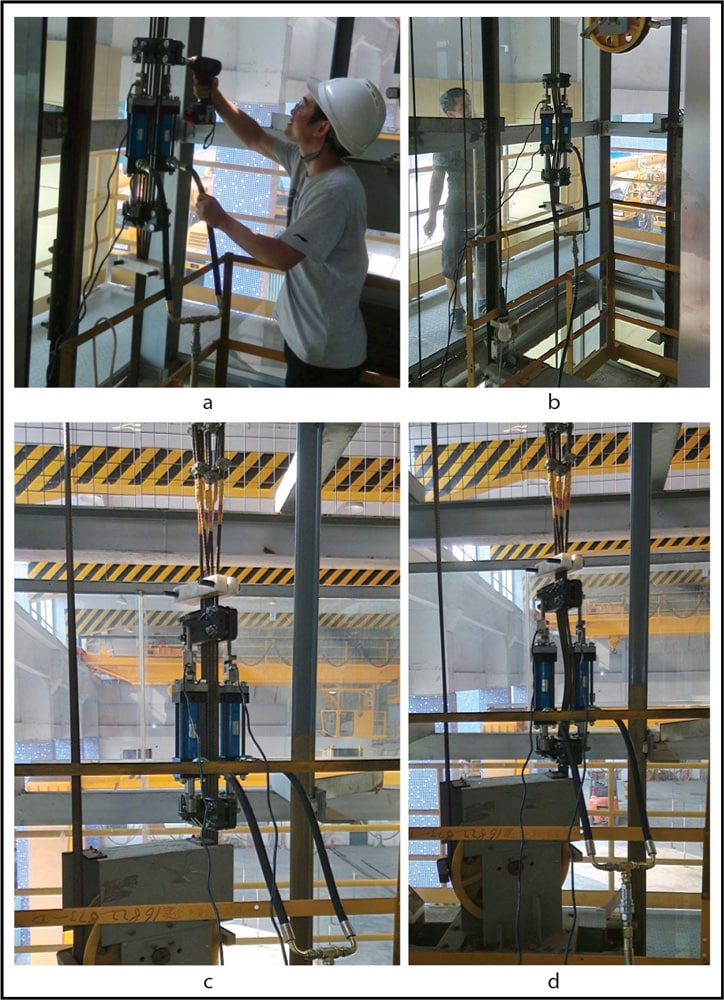
Figure 6: Testing the new system on an MRL elevator 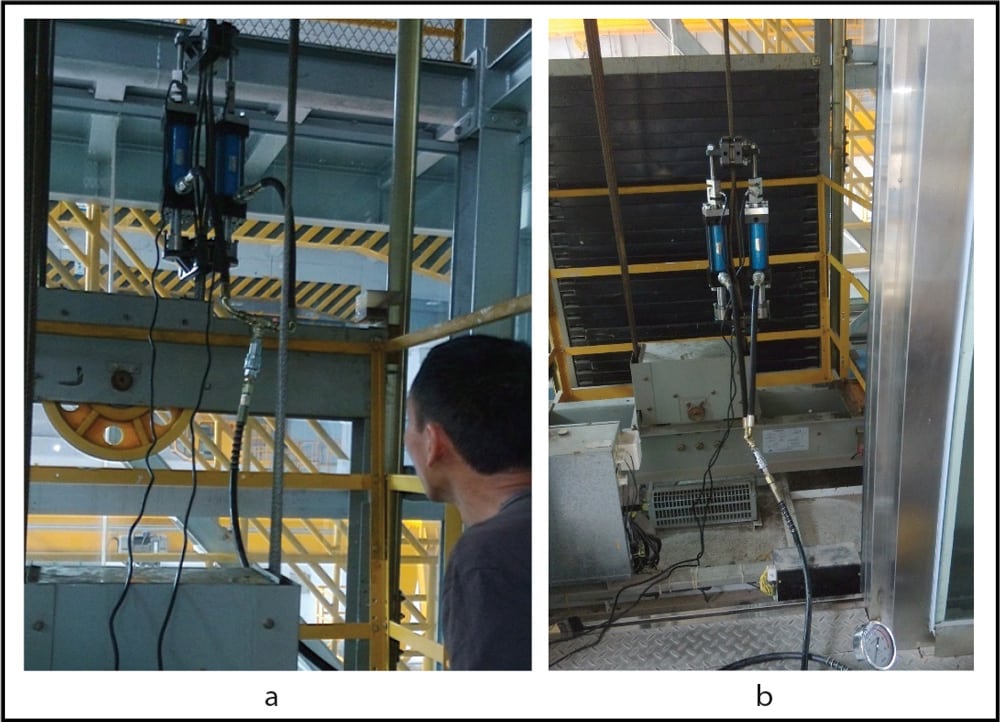
Figure 7: Testing the new system on an elevator with machine room 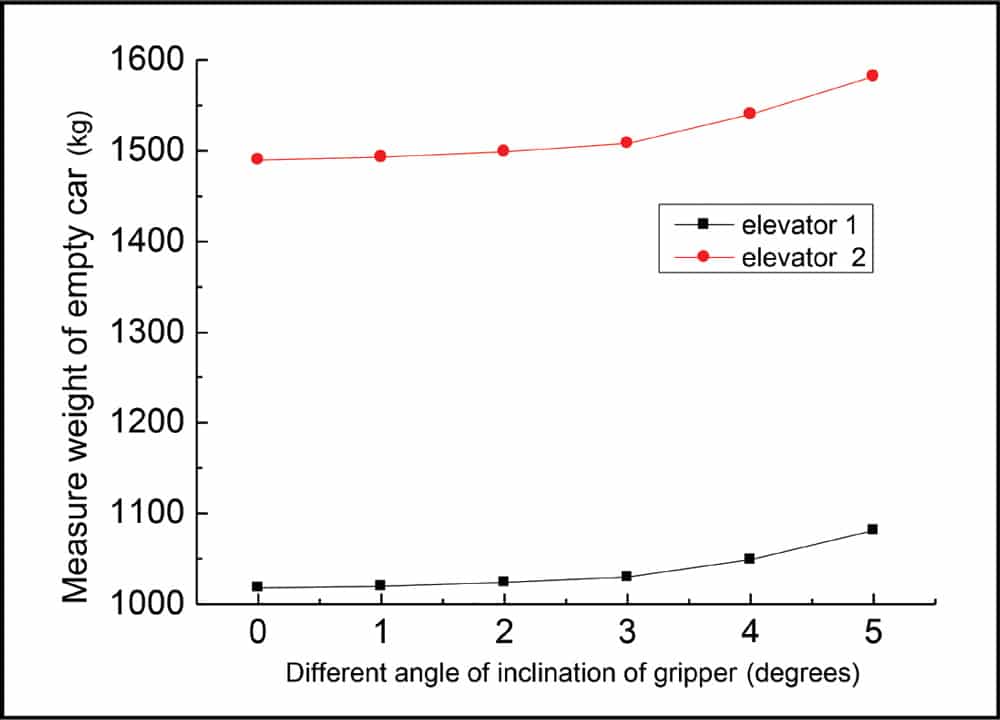
Figure 9: Influence by gripper affixation inclination angle
References
[1] Kai, Liu. “The Test of Balance Coefficient for Elevator,” Elevator Industry, vol. 25(5), p. 45-48, 2006.
[2] Cheng, Shi; Zhao, Jiang; and Zhu, Yu. “The Development of Balance Coefficient Test Device,” Machinery Design & Manufacture, vol. 10(2) p. 76-80, 2010.
[3] Lixin, Sun. “The Discussion of Test Technology of Balance Coefficient of Elevator,” 2014 (wenku.baidu.com/view/e51eec33f12d2af90342e61b.html).
Get more of Elevator World. Sign up for our free e-newsletter.