Traction for Field Personnel, Part Two
Sep 1, 2017

Conclusion of series examines components used in electric elevator systems that provide safe traction.
In Part 1 (ELEVATOR WORLD, August 2017), we learned the design basics of traction, starting with friction up to how a designer establishes the required traction and then uses angle of wrap and groove design to ensure there is always adequate traction.
Learning Objectives
This Continuing Education article will provide education needed for elevator personnel who work on electric elevators to understand code requirements, measurement, testing and adjustments of traction to ensure the highest level of safety. In this article, the reader will learn:
♦ Which components are in a traction system
♦ That maintenance must include measurement of rope and sheaves at adequate frequencies to ensure compliance.
♦ That maintenance must include replacement of damaged ropes and sheaves when discovered.
♦ That rouging and other detrimental conditions affect replacement criteria.
♦ How to perform a traction test and what the code requires for performance.
Years and millions of operations affect the sheaves and ropes. While it is often preferable to change the ropes, their life can be extended with proper maintenance. This segment will detail maintenance and testing required by code. It will focus only on steel wire ropes; however, new technologies will be mentioned, as they are seen in the market more frequently.
The leading causes of loss of traction include improper counterweighting, hard braking, car overloading, excessive acceleration, fit factor (rope in groove), unequal tension and over lubrication. The code addresses these issues by requiring testing and maintenance. Simple visual examination is inadequate to make many of these evaluations of proper condition.
Components in a Traction System
A suspension member is one of multiple members in a suspension means. The components of suspension means are detailed as follows.
Steel Wire Ropes
Prior to 2010, the ASME A17.1/CSA B44 Safety Code for Elevators and Escalators only addressed two types of ropes: 8 X 19 and 6 X 19 stranded steel wire ropes (SWRs). Modified SWR constructions, non-steel ropes and coated belts were entering the marketplace and addressed in the code. The elevator traction world was no longer limited to just SWRs.
However, SWRs had their own design improvements: compacted strands, coating, new rope constructions (such as 4, 5 and 9 strands), independent wire-rope core (IWRC) ropes, composite core ropes and multiple-grade ropes with wires of varying hardness, to name a few.
ASME A17.6-2010: Standard for Elevator Suspension, Compensation, and Governor Systems was published to address this array of types and grades of suspension members. This standard identified how to manufacture all the suspension members used in the elevator industry constructed of steel, aramid and coated belts. It was at this point that “ropes” became “suspension members,” and “suspension systems” became “suspension means.” (It is a convenience when referring to an entire class of things without having to repeat all the things that apply.) The suspension means also includes the fastenings, or wedge or Babbitt sockets.
A17.6-2010 is the manufacturing standard for SWRs in the U.S. The grade (tensile strength of the wires), construction (number of wires in a strand and number of strands in the rope), and many other manufacturing characteristics (Warrington or Seale) are defined prescriptively to ensure quality and consistent reliability. With full knowledge of the hardness of the stranded wires, the hardness of the sheave can be considered to ensure the surfaces interact as designed, maintain the tractive force and not wear quickly. The hardness of SWRs, like all metals, are measured as a function of the tensile strength of the wires by the Brinell scale. This typically shows that the steel wires are approximately twice as hard as an unhardened sheave groove surface.
Tensile strength can be thought of as imagining a rod that has a cross-section of 6.45 cm2 (1 sq. in.) such that it can hold a load. A measurable strength is if a rod is loaded until it yields, when it permanently deforms. If load continues to be added to the rod until it pulled apart, that indicates its ultimate tensile strength (UTS). The strength that causes failure is in Newtons per square meter (N/m2), Pascal (Pa) or pounds per square inch (psi). For E34 steel, approximately 235 MPa (34,000 psi) will yield the rod. A steel with a higher tensile strength may withstand 620 MPa (89,923 psi) and be classed as E90 steel. The steel’s hardness is affected by the molten components while the steel is being made and the type of cooling used. While steel mills make specific hardnesses per specification, they also make standard grades, and engineers use the standard strengths for standard applications.
In SWR suspension members, the outer wires are those that contact the sheave groove. The higher the tensile strength of the steel wire, the harder it is to abrade or wear away the material. The tradeoff is the higher the tensile strength of the wires, the easier it is to fatigue and fail due to bending. Bending is the largest factor in influencing the life of SWRs. The code requires a minimum “D to d” (diameter of the sheave to the diameter of the rope) of 40 to 1. For example, if the rope is 12.7 mm (0.5 in.) in d, D must be a minimum of 40 times that: 508 mm (20 in.) in sheave diameter. The larger the sheave, the less axial bending the rope undergoes; therefore, the less bending stress fatigue, the longer the life of the SWR. Older elevators used as much as a 60 to 1 D to d, while newer systems use closer to 40 to 1; therefore, rope failures due to fatigue failure are more prevalent than they used to be. The ropes did not change: in general, the D to d’s got smaller. This is evidence the rope companies should not be blamed for increased rope failures.
When machine-room-less elevators became popular, reducing the size of the driving machine to fit in the hoistway became the goal. One method to reduce the sheave diameter was to use smaller diameter SWRs to maintain the D to d ratios — for example, using 5-mm (0.197-in.) SWRs with a sheave of 200 mm (7.9 in.) D. Other strategies use alternate materials, such as aramid fiber ropes/belts down to 20 to 1 D to d.
A17.6 defines the minimum breaking force (MBF) for all suspension members in use, except those developed after the standard was published. New materials, grades and constructions will be added to later editions. It is important to note that the published MBF is always lower than the UTS of the SWRs. This is to ensure any small defects in the rope manufacturing process are accounted for. This is key to know, because some design requirements are measured against UTS, not MBF, to provide some extra safety factor by design.
Rope grade refers to the tensile strength or hardness of the rope wires. When there are two numbers given for an IWRC rope, such as 1570/1770, it means the outer wires that ride on the sheave have a tensile strength of 1,570 kN, and the inner wires have a tensile strength of 1,770 kN (in the metric system). In the Imperial system, the tensile strength is measured in pound-force, and there are two grades: traction steel (TS) and extra high strength (EHS). In a discussion of traction, the coefficient of friction (μ) is the same at any hardness.
SWRs are made using different constructions: Seale or Warrington construction, regular lay or Lang lay, varying diameters, etc. For this article, the rope constructions are not necessary to remember, except that in rope replacement, one must replace the old ropes with the same construction, grade and diameter to ensure the same traction. For further reading, two excellent resources on SWRs are the Brugg Wire Rope User Reference Guide (available at elevatorbooks.com) and Bethlehem Wire Rope’s service bulletins (available at www.wwwrope.com) on the care and maintenance of elevator ropes.
This exercise was not to make the reader a design engineer. It was solely to show that understanding ropes is critical when the time comes to perform replacement, maintenance and testing, or changes due to damage or excessive wear. Replacing the ropes and sheaves with the exact replacement is critical to ensure safe future performance using the original design as a basis.
Suspension Means Data
The code addresses correct rope replacement by requiring suspension means data to be posted on the crosshead data plate and with a data tag at the rope fastening on every elevator. From A17.1-2016/B44-16:
“2.20.2 Suspension Means Data
2.20.2.1 Crosshead Data Plate. The crosshead data plate required by 2.16.3 shall bear the following suspension means data:
- (a) type of suspension means
- (b) the number of suspension members
- (c) either the diameter or the width and thickness in millimeters (mm) or inches (in.), as applicable
- (d) the elevator manufacturer’s required minimum breaking force per suspension member in kilonewtons (kN) or pound-force (lbf), as applicable
“2.20.2.2 Data Tag at Suspension Means Fastening
2.20.2.2.1 Pertinent data located on the suspension means shall be provided by one of the following:
- (a) A data tag securely attached to one of the suspension means fastenings.
- (b) Permanent marking of the required information on the suspension means and visible in the vicinity of the suspension means fastening.
- (c) A combination of (a) and (b) provided that all required information is furnished.
- (d) If (a) or (c) applies, the material and marking of the tag shall conform to 2.16.3.3.3, except that the height of the letters and figures shall be not less than 1.5 mm (0.06 in.).
- (e) If (a) or (c) applies, a new tag shall be installed at each suspension means replacement.
“2.20.2.2.2 The following data shall be provided:
- (a) type of suspension (steel wire rope, aramid fiber rope, or noncircular elastomeric-coated steel suspension member)
- (b) either the diameter or the width and thickness in millimeters or inches, as applicable
- (c) the suspension means manufacturer’s minimum breaking force in kN or lbf, as applicable
- (d) the residual strength determined by the elevator manufacturer in kN or lbf, as applicable
- (e) the grade of material used or the suspension means manufacturer’s designation, as applicable
- (f) construction classification, where applicable
- (g) for steel wire rope, non-preformed, if applicable
- (h) for steel wire rope, finish coating, if applicable
- (i) for steel wire rope, compacted strands, if applicable
- (j) name or trademark of the suspension means manufacturer
- (k) name of person or organization who installed the suspension means
- (l) the month and year the suspension means were installed
- (m) the month and year the suspension means were first shortened
- (n) lubrication information, if applicable”
The code further addresses the tag in Section 8.6: Replacement Requirements:
“8.6.3.4.6 A new rope data tag conforming to 2.18.5.3 shall be installed at each rope replacement, and the date of the rope replacement shall be recorded in the maintenance records [8.6.1.4.1(b)(2)].
“8.6.4.1 Suspension and Compensating Means
8.6.4.1.1 Suspension and compensating means shall be kept sufficiently clean so that they can be visually inspected.
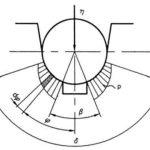
8.6.4.1.2 Steel wire ropes shall be lightly lubricated. Precautions shall be taken in lubricating suspension steel wire ropes to prevent the loss of traction. Lubrication shall be in accordance with instructions on the rope data tag [see 2.20.2.2.2(n)], if provided.
8.6.4.1.3 Equal tension shall be maintained between individual suspension members in each set. Suspension members are considered to be equally tensioned when the smallest tension measured is within 10% of the highest tension measured. When suspension member tension is checked or adjusted, an antirotation device conforming to the requirements of 2.20.9.8 shall be permitted.”
As they are inspectable items, all mechanics should ensure the crosshead data plate and data tag at the suspension means fastening are provided.
Sheave
A traction sheave using SWRs is a grooved pulley. Most roping arrangements feature a main traction sheave, and either one or multiple deflectors or secondary sheaves. Deflector and secondary sheaves are always a “U-groove,” as they simply guide the ropes to a useful position over the counterweight and car. They freewheel, with all the driving work done by the traction sheave on the driving machine. A deflector sheave is never used in a double wrap. Instead, a secondary sheave, which typically also acts as a deflector sheave, is always used.
SWR outer wires have a tensile strength higher than the tensile strength of a hardened sheave-groove surface. If the original metal sheave casting is hardened correctly, and the rope is properly matched, installed, and maintained, the chance of a rope proving too hard for a sheave is remote. To achieve the microstructure necessary for a good sheave, attention must be paid to the chemistry and cooling rate of the drive-sheave blank during casting and to the heat-treatment process after milling the grooves. While there are standard hardnesses driving-machine manufacturers provide in their catalogs, they can also manufacture to specific hardnesses in a hardening process. The relationship between Brinell hardness of the groove and the wire tensile strength plays a crucial role in rope life (Figure 2).
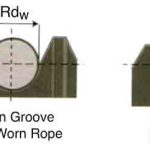
There are three major groove profiles used in the elevator industry: the round or U-groove, the undercut U-groove, and the V-groove (as discussed in part one of this series). As may be guessed by looking at the three profiles side by side (Figure 3), the traction characteristics of each are increasingly more aggressive to the rope. This is represented by an endurance factor established by Brugg and the industry.
U-Groove
Available traction in a round-seat U-groove is a function of four parameters: the natural logarithm, e; the actual coefficient of friction, m, between the outer wires of the hoist (suspension) rope and the sheave groove; the groove shape geometry; and the angle of wrap (arc of contact), θ. Higher car speeds, together with higher accelerations and decelerations, usually necessitate double-wrap traction roping arrangements to achieve a higher available traction. Increasing the arc of contact will also increase the available traction. This is the least aggressive to the SWR and sheave groove, and will generally last the longest, provided the rope tensions are within 10% of each other, properly maintained with lubrication, use the correct groove diameter and minimal fleet angle, and are designed with a proper D to d ratio.
If ropes are not tensioned correctly, one rope will carry more load, and its groove will wear faster until that rope is noticeably lower in the sheave grooves than the remaining ropes. This condition is the easiest to see during maintenance: a simple straightedge and flashlight will reveal if this is occurring. If one or more ropes is 1 mm (3/64 in.) lower than the rest, the sheave and ropes likely must be replaced. Once groove destruction begins, there is no way to equalize the tension. The deeper the groove, the higher tension differential and quicker the degradation rate. Always verify rope tensions regularly.
In an unequal tension condition, some ropes don’t contribute their designed share of traction load. As their normal force is diminished, the higher-tension rope and its groove bear more of the load, causing rope movements (slip) that eat the sheave groove, reducing the diameter of both rope and groove. This slip causes even more abrasive wear, because the other ropes have further to travel in one sheave revolution than the tight rope. Metal flakes on the floor and top of the car will be evidence of this. Verification of whether debris in these areas is dirt or metal is done with a magnet and piece of paper: wrap the magnet in paper and stir the material. (The paper simply keeps the metal particles from the magnet’s surface.) A17.1-2016/B44-16 includes the following on equal tension:
“8.6.4.1.3 Equal tension shall be maintained between individual suspension members in each set. Suspension members are considered to be equally tensioned when the smallest tension measured is within 10% of the highest tension measured. When suspension member tension is checked or adjusted, an antirotation device conforming to the requirements of 2.20.9.8 shall be permitted.”
No set of ropes can last long on a damaged sheave. The sheave will have to be replaced or turned down to make the grooves equal in circumference and heat treated to the proper hardness again. Careful consideration must be made to ensure the material milled out does not reduce the mechanical strength (if there is simply not enough material to mill out and still be mechanically sound). A specialist must be called in to evaluate the condition and make the determination.
Undercut U- and V-Groove
The formulation of the mathematical equations that will give a higher available traction on undercut U- and V-grooves is based on determining the maximum resultant normal load directed radially between the ropes and sheave to the center of the sheave shaft. It includes the summation of all the masses in the elevator system, suspended from both sides of the drive sheave: namely, car and its rated load, the proportioned weights of suspension (hoist) ropes, compensation ropes, traveling cables, governor ropes and half of the compensating-sheave assembly weight, all suspended on the car side of the driving-machine sheave.
Hanging on the counterweight side of the drive sheave are the weights of the counterweight, proportioned suspension ropes, compensation ropes and half of the compensating-sheave assembly weight. The aggregated sum of these effective weights, taken as a resultant normal force directed radially from the rope grooves through the center of the drive sheave shaft, must be supported by the ropes exerting rope-to-groove pressures along a defined groove shape. The confluence of these effects results in a groove factor, which acts to increase the available traction in the groove. These rope-to-groove pressures will vary, which is why it is critical to replace ropes with the correct rope, the one designed in the system, and must be marked on the suspension-means data tag and crosshead data plate on or near the crosshead of every traction elevator.
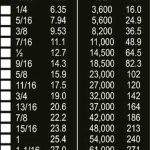
The Undercut U-groove, as shown by Frederick Hymans and A.V. Heilborn[1] and C.E. İmrak and İ. Gerdemeli,[2] adds traction by eliminating material in the undercut section of the groove. Therefore the “normal force” is proportionately increased on the sides of the undercut. The total loads are unchanged, but the area of the rope is reduced, increasing the “rope pressure” or “groove pressure.”
As the undercut angle b gets larger, there is less material for the rope to sit on (less area), so the rope pressures increase exponentially, increasing the available traction (a).
Rope pressures must be limited to the hardness a rope outer wire can take without yielding the steel wires or steel sheave grooves. Therefore, there are various rope grades. The higher the designed rope pressure, the higher tensile strength needed to resist early failure. But this comes at the predictable risk of a higher rope-fatigue failure rate. This will show during a maintenance inspection as excessive crown wire flattening and wear, fatigue cracks (primarily on the section of rope when the car is at the lobby or main egress landing) and can even be missing sections of wire.
Remember, every time a wire rope is bent, it is being stressed. If you took a section of wire rope and repeatedly bent it over your knee, you would be stressing the metal and, depending on the bending angle and number of alterations, causing fatigue failure. That is why inspecting wire rope is required in A17.1/B44 Section 8.6.4. It is not the inspector’s job to find damaged rope; it is the maintenance person’s job.
The V-groove is the most aggressive, as it has the least area of rope-groove contact with a pinching component: therefore, the highest rope and groove pressures. While used in some slow, low-capacity elevators, it is rarely, if ever, used in high-speed applications.
Maintenance and Testing
Traction components wear; therefore, to reduce the deterioration, increase the life of the suspension and traction systems, and ensure maximum traction is present, the components must be maintained. This is the focus of this course. We are not learning to be elevator designers; we are the technicians charged to ensure traction components will have the longest life and safest operation on the maintenance side. We need to know when the traction relationship is going afoul, when it is time to repair or replace the traction components, and how to test traction to ensure traction loss cannot occur when the loads in the elevator are within the design guidelines. These are important tasks, so a thorough understanding is required.
Understanding the principles of friction and a basic understanding of the components should provide a reasonably good understanding of what to look for and how to maintain the equipment to keep the system in proper working order. Slipping traction is the biggest concern; however, that is the extreme hazard. Damage to expensive components, such as the sheave and suspension members, can also lead to mechanical failure if not maintained and left unattended.
Maintenance
The code requires maintenance and testing traction at regular intervals to ensure there is enough traction to slow a car that may lose it; for instance, when an emergency stop occurs. (An emergency stop is when any electrical protective device [see Section 2.26.2] that removes power from the driving machine motor and brake opens) If the brake is set with a high braking torque, the sheave may stop; however, the car will continue to move due to its inertia and the rope slipping traction. A properly designed traction system slows the ropes and regains traction if there is enough hoistway distance.
In the worst of all cases, the last person entering a fully loaded car may cause the car to slip traction. If it slips from that point, there is likely no stopping it. To prevent this from occurring, when engineers and designers determine the correct drive-sheave grooves to be deployed in a given elevator system, the mathematics used to determine the available traction is predicated on the condition known as impending slip. Therefore, the mathematics use the static coefficient of friction in formulating the groove factor. If traction is lost, there will be relative motion between the drive sheave, which is slowing down at one deceleration, and the slipping ropes, which are moving at a different deceleration against their drive-sheave grooves. The fact that rope slipping is occurring means that the coefficient of friction shifts from the static value to a lower kinetic value, which could be 25% lower. Accordingly, the out-of-control elevator system will only slow down and stop with a motion profile afforded by the lower kinetic coefficient of friction. If the slipping condition occurs when a descending car approaches the lower terminal, the car will descend into its buffer if there is insufficient stopping distance based on the position of the car in the hoistway. Testing must be performed to ensure degradation of the ropes or sheave grooves are within their design characteristics.
Ropes
Over and under lubrication can affect groove wear, rope wear and cleanliness of the machinery spaces; all contribute to traction issues. Extremely dirty environments, such as cotton mills, oil refineries, paper mills and sugar plants, can have airborne lint, chemicals and other substances that can fill the asperities and cause loss of traction. Other abrasive materials like airborne concrete dust can cause early suspension-rope diameter reductions or accelerated groove wear, leading to loss of traction. Rouging, caused by SWR exposure to moisture, results in diameter reduction at an alarming rate and can cause traction loss. The components must be checked at regular intervals to ensure they are within code compliance.
A17.1-2016/B44-16 identifies the maintenance items as follows:
“8.6.4 Maintenance and Testing of Electric Elevators The maintenance and testing of electric elevators shall conform to 8.6.1 through 8.6.4.
“8.6.4.1 Suspension and Compensating Means
8.6.4.1.1 Suspension and compensating means shall be kept sufficiently clean so that they can be visually inspected.
8.6.4.1.2 Steel wire ropes shall be lightly lubricated. Precautions shall be taken in lubricating suspension steel wire ropes to prevent the loss of traction. Lubrication shall be in accordance with instructions on the rope data tag [see 2.20.2.2.2(n)], if provided.
8.6.4.1.3 Equal tension shall be maintained between individual suspension members in each set. Suspension members are considered to be equally tensioned when the smallest tension measured is within 10% of the highest tension measured. When suspension member tension is checked or adjusted, an antirotation device conforming to the requirements of 2.20.9.8 shall be permitted.”
SWRs must be kept clean and lubricated, and not over lubricated. They must also be equalized; all hoist ropes must have the same tension. The code requires this in Requirement 8.6.4.1.3. Know what the general signs of degradation are to troubleshoot and diagnose the important traction relationship. We all must be aware that these components are designed to prevent the most terrible of accidents from occurring, and install and maintain them accordingly.
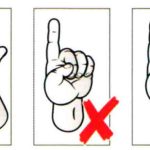
When lubricating SWRs, in addition to taking care to not over lubricate them, one must keep in mind to not touch a moving rope. When the car comes to a stop, touch the rope with your finger. Lubricate a rope at once if it is dry to the touch and leaves no residue on your finger. It is recommended that ropes be lubricated a minimum of every 250,000 cycles. But, the truth is, it needs lubrication when there is none on the rope.
Sheave Grooves
There is typically evidence of sheave wear on and near the driving machine sheave. A collection of metallic particles under the traction sheave is likely evidence of sheave wear. These particles typically fall through the rope holes and collect on top of the car. This is an indication of severe wear, and an elevator must be removed from service until testing and troubleshooting concludes what the cause of the wear is.
Recall that traction requires the correct groove pressure, and an undamaged design (V- or undercut U-groove) is essential to maintain adequate traction. For example, if the groove wear on the undercut U-groove is so worn that the undercut is gone, the sheave has transformed into a U-groove, which is a dangerous condition. Replacing the sheave is the only fix. The same is true if a V-groove has worn to a U-groove. In such a case, remove the elevator from service, and call the office and explain your findings.
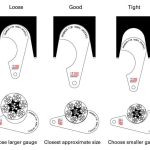
Some companies will groove in the field. As long as the heat-treated section is thick enough, it is likely acceptable. A single low groove indicates a very tight suspension rope. The condition will never improve. The suspension and compensation members must be within 10% of each other’s loading. This will ensure correct rope pressures and minimal wear.
Traction Testing
There are code requirements regarding traction testing. With an understanding of the principles of traction, components involved with traction, and design requirements derived from early research and testing, the code specifies how it must be tested in the field to ensure sufficient traction exists.
Testing Requirements
A17.1-2016/B44-16 specifies the limits of traction first:
“2.24.2.3 Traction
2.24.2.3.1 For Steel Wire Ropes. Where the grooves are used to provide traction, sufficient traction shall be provided between the rope and groove, and in the event of nonmetallic lining failure, between the rope and the remaining sheave groove, to safely stop and hold the car with rated load [see 2.16.8(c)] from rated speed in the down direction.
2.24.2.3.2 For Aramid Fiber Ropes. Where grooves are used to provide traction, sufficient traction shall be provided between the rope cover and the groove, and in the event of failure of the cover, between the load carrying portion of the rope and the sheave groove, to safely stop and hold the car with rated load [see 2.16.8(c)] from rated speed in the down direction. Undercut grooves shall not be permitted with aramid fiber rope.
2.24.2.3.3 For Noncircular Elastomeric-Coated Steel Suspension Members. Where surfaces are used to provide traction, sufficient traction shall be provided between the noncircular elastomeric-coated steel suspension member and the surface, and in the event of failure of the elastomeric coating, between the load carrying cords and the sheave contact surface, to safely stop and hold the car with rated load [see 2.16.8(c)] from rated speed in the down direction.
2.24.2.3.4 If either the car or the counterweight bottoms on its buffers or becomes otherwise immovable
- (a) the suspension members shall slip on the drive sheave and not allow the car or counterweight to be raised, or
- (b) the driving system shall stall and not allow the car or counterweight to be raised”
When a traction elevator is at a floor and empty, traction keeps the suspension members from slipping on the traction sheave in the same way the rubber on the road keeps a vehicle from sliding down the hill. As the elevator is used, degradation occurs to the sheave and ropes, which abrades rope and sheave materials, affecting the traction relationship. Designers know this and design systems that can, ideally, endure years of operation. Otherwise, replacing components would be costly, and slipping traction would occur more frequently, causing hazards.
A17.1-2016/B44-16 then specifies testing the traction:
“8.6.4.20.10 Braking System, Traction, and Traction Limits. Traction and traction limits on traction elevators shall be verified for compliance with 2.24.2.3 in accordance with 8.6.4.20.10(a) or subject to approval by the authority having jurisdiction, with 8.6.4.20.10(b).
- (a) Dynamic Stopping Test. Traction elevators shall be tested to ensure that
- (1) during an emergency stop initiated by any of the electrical protective device(s) listed in 2.26.2 (except 2.26.2.13) (exceptbuffer switches for oil buffers used with Type C car safeties) at the rated speed in the down direction, with passenger elevators andfreight elevators permitted to carry passengers carrying 125% of their rated load, or with freight elevators carrying their rated load, cars shall safely stop and hold the load (see 2.24.2.3.1, 2.24.2.3.2 and 2.24.2.3.3); and
- (2) if either the car or the counterweight bottoms on its buffers or becomes otherwise immovable, one of the following shall occur (see 2.24.2.3.4):
- (a) the suspension means shall lose traction with respect to the drive sheave and not allow the car or counterweight to be raised; or
- (b) the driving system shall stall and not allow the car or counterweight to be raised.
- (3) With a load in the car in accordance with Table 8.6.4.20.4, the braking system and traction relation shall be tested to show the system can safely stop and hold the car, and where required by 2.16.2.2.4(c) shall re-level the car.
- (b) Alternative Test Method for Braking System, Traction, and Traction Limits. Alternative test methods shall comply with 8.6.11.10 and the following:
- (1) Other methods for verifying traction for compliance with2.24.2.3, and traction limits in compliance with 2.24.2.3.4, shall be permitted provided the test method complies with the following:
- (a) When applied, the method shall verify that the elevator traction system performs, or is capable of performing, in compliance with the performance requirements of 8.6.4.20.10(a).
- (b) The braking system and traction relation shall be tested to show the system can safely stop and hold the car, and where required by 2.16.2.2.4(c), shall re-level the car without load in the car.
- (2) A test tag as required in 8.6.1.7.2 shall be provided.”
It is expected that designers understand how to design the rope and sheave, or belt and sheave to comply with the requirements. It is also expected that maintenance personnel understand how to maintain and test for compliance year after year.
Conclusion
Code writing utilizes history of incidents and hazard assessment based on predictable human behavior, foreseeable wear and common sense when specifying the traction interface. When in use, it will only degrade. It is a high-pressure, high-stress area in the elevator system, and it must be maintained. The absence results in loss of traction, a terribly bad condition.
Mechanics should:
- Look at rope wear patterns
- Look at traction sheave wear
- Keep the ropes clean
- Lubricate the rope as recommended by the rope manufacturers
- Equalize the rope tensions
Elevator companies should:
- Ensure they have provided ample time for a complete rope inspection at intervals determined by the maintenance control program analysis
- Train employees on the importance of these essential elements being maintained
- Remove the elevator from service until the components are replaced
Learning-Reinforcement Questions
Use the below learning-reinforcement questions to study for the Continuing Education Assessment Exam available online at www.elevatorbooks.com or on p. 189 of this issue.
♦ How does Amontons’ First Law relate force and applied load?
♦ What are the members in a suspension means?
♦ What is the U.S. standard for suspension, compensation and governor systems?
♦ Which traction sheave groove is the easiest on ropes?
♦ Which code requirement calls for testing the limits of traction?
-
- Figure 1: Typical suspension means data tag
-

- Figure 2: Rope tensile strength and hardness; image courtesy of Brugg
-

- Figure 3: Typical sheave-groove profiles in elevator sheaves; image courtesy of Brugg
-

- Figure 4: Ropes run at different speeds with different pitch diameters; image courtesy of Brugg
-
- Figure 5: Stress concentration in an undercut U-groove; image courtesy of C.E. Imrak and I. Gerdemeli
-
- Figure 6: Lubrication; image courtesy of Brugg
-
- Figure 7: Lubrication timing; image courtesy of Brugg
-
- Figure 8: Groove conditions; image courtesy of Brugg
-
- Figure 9: Groove and rope gauges; image courtesy of Donahue
References
[1] Hymans, F. and Hellborn, A.V. Der Neuzeitliche Aufzug mit Treibscheibenantrieb, Berlin, Springer Publishers, 1927.
[2] C.E. İmrak and İ. Gerdemeli. “On the Shape Factor for the Maximum Pressure of the Undercut Groove Form,” Int. Journal of Math. Analysis, Vol. 1, 2007, no. 16, p. 783-790 (Figure 1, p. 786).

Get more of Elevator World. Sign up for our free e-newsletter.