Wet Ropes Equal Dead Ropes
Mar 1, 2013

Occasionally, the question, “Can just a little water hurt an elevator rope?” is asked. The truth is that water ruins elevator ropes. Admittedly, there is no definitive hard and fast rule as to how long the process will take. But, rest assured the lifespan of any elevator rope – hoist, compensation or governor ropes –will be drastically shortened and that overall product and system performance will decline when exposed to moisture, be it condensation, flooding or a dowsing from a sprinkler system or broken water pipe. Though elevator ropes are more advanced than ever before, they remain vulnerable to the destructive effects of moisture. To explain why, one must examine the very nature of the “bright” (uncoated) wires that go into an elevator rope’s construction.
What Goes into an Elevator Rope
A little basic background on ropes is helpful in explaining why moisture and wire ropes will always be adversaries. Elevator ropes are composed of a core surrounded by wire strands, which, in turn, are sometimes encased in another set of strands of wire. This basic construction (Figures 1 and 2) remains constant, whether the core is made of natural fiber (sisal), synthetic fiber (polypropylene) or independent wire-rope cores (IWRC), and regardless of rope type.
The core’s key function is to act as a central support member and keep the strands separated. In addition, it is designed to serve as a flexible base for the strands during rope operation. A quality core helps keep the elevator rope round under the various loads and pressures a rope experiences during its lifetime. The outer strands of wire act as a contact surface with mechanical components (primarily the main drive and deflector sheaves) and helps provide traction for system performance.
Unfortunately, some industry professionals tend to overlook a third component of rope construction, because it seems to be an afterthought. This component is lubricant, which, applied to a rope during manufacture, is more than a quick pouring of smelly grease. Lubricant is a low-viscosity protective covering for the core and strands that allows the inner core and outer strands to work together, both optimizing rope life and minimizing internal friction. In a sisal-core rope, lubricant is critical in preventing the degradation of the rope’s natural fibers and can compose between 10-15% of the core’s total weight. Regardless of the core used, lubricant is critical to overall rope performance, as it can help increase rope traction, acts as a barrier to rust formation and offers corrosion protection to the outer wires.
Elevator ropes offer a variety of cores. The most common found in installations is old-fashioned standard sisal 8-X-19 seale construction. Such a rope is especially susceptible to the effects of moisture and humidity. One should remember that while all rope cores are not equally affected by direct contact with water, all are susceptible to rouge and rust, despite internal lubrication provided during manufacture.
Lubricant
Some mistakenly assume a sisal-core rope will naturally wick lubricant throughout its total length and that the original amount applied in the factory will be sufficient to last through its entire life. In truth, while sisal-core fibers will somewhat wick lubricant, sisal fibers are not continuous strands that provide a pathway for the free movement of lubricant. Additionally, there is no way for any manufacturer to foresee how much lubricant any particular rope would require throughout its lifetime. System needs, actual usage, maintenance demands and environmental conditions within the hoistway create too many factors to calculate, so the idea that one application of lubrication prior to installation would be sufficient for the life of a rope is hardly realistic.
While lubricants can vary in formulation, with some having been shown to impact rope life expectancy positively, no rope lubricant can provide absolute protection against moisture itself. This can lead to rouging and rusting in both IWRC and mixed-core ropes, and total core degradation (rot) in sisal-core ropes. Once a rope gets wet, it is on the fast track to rope ruination – there’s no preventing it.
Water Entry
How Moisture Gets into the Core
Water can enter the interstices (between the wires and strand areas where lubricant may not have penetrated) of any rope via the process of natural capillary action (wicking). However, NFC ropes are more susceptible to this due to the natural quality of sisal fiber to absorb moisture (Figure 3). This is not a new phenomenon; industry professionals have long recognized it. Naturally, we do all we can to try to limit this tendency. This even includes soaking the sisal yarn in vats of heated lubricant in order to displace the moisture within and replace it with solution to better preserve and protect the fibers.
The inherent limitations of natural sisal fibers (even “perfect” fibers) due to moisture absorption has been one of the major reasons for companies such as Brugg Wire Rope, LLC advocating an industry-wide switch from old-fashioned sisal-core ropes to newer synthetic-core varieties of rope. All NFC ropes are especially vulnerable to water intrusion (even condensation), as moisture will naturally force any previously applied internal lubricant out of the fibers themselves.
One must remember that though a rope appears to be a solid single unit, it is, in essence, a stranded union of components, the parts of which are nestled within each other. No matter how tightly rope elements are packed, there will always be small gaps between them. These are, in fact, necessary to rope flexibility. Regardless of any other benefit lubricant provides, its main function is to encapsulate those components and fill the small open spaces within the rope.
Exposure to condensation, moisture or direct immersion in water will impact NFC ropes dramatically (as seen in a comparison between rope diameters in their dry and moistened states) and cause rope cores to expand and press out against the surrounding outer wire strands. This will increase overall rope diameter, shorten rope length and produce a rope that can abrade and damage the inner sheave groove surface. At this point, even re-lubricating the ropes will have little effect. The only serious alternative is to replace the rope, preferably with one that offers long-term cost savings and greater performance potential, as with mixed-core or IWRC ropes.
An expedient rule to remember is that if the ropes are dry to the touch, lubricate them immediately. It is essential that ropes are “clean” (free from debris and caked lubricant) prior to lubrication and lubricated once a year or every 250,000 cycles (starts/trips), whichever comes first. Never apply solvents to sisal-core ropes, as they can remove manufacturer lubricant and destroy the rope core.
Sources of Moisture
Even ropes not exposed to the effects of flooding in the pit, dowsed by fire extinguishers or sprayed by malfunctioning water sprinklers are subject to the devastating effects of moisture. An elevator hoistway is not an environmentally static place. For example, in the Southeast U.S. summers are renowned for being extremely hot and humid. Maintenance personnel know how little time it takes for sisal cores to absorb surrounding humidity, degrade and require replacement.
Another overlooked form of moisture in the hoistway is simple condensation. Any rope hanging in a hot environment is naturally under the influence of heat and natural humidity. As ropes cycle above to a cooler, air-conditioned machine room, condensation can form rapidly on the rope surface. Condensation buildup can become even more pronounced if the ropes are not in constant motion. This lack of movement will allow some lengths of ropes to become more saturated than others, which can lead to condensation wicking throughout the rope.
Even if an elevator rope is not exposed to severe temperature changes, condensation can form on ropes due to the movement of air within the hoistway as it circulates air from the structure surrounding it. An elevator car will pull and push air up and down the hoistway (creating air pressure differences) and, to a degree, drag air through the lift doors themselves. This can create an environment constantly prone to the buildup of rope condensation. As with the effects of humidity, sisal-core ropes affected in this way will degrade. No matter whether the moisture is introduced via humidity or condensation, the impact on mixed-core and IWRC ropes is equally dire, because it exposes them to the effects of rouging or rust.
Can Lubrication Applied after Manufacture Prevent Further Moisture Entry?
This is a tough question, but the answer is, “No.” Though re-lubrication as outlined above is strongly recommended, it has almost no overall impact on water ingress after moisture is already inside the rope. The key goal behind re-lubrication in the field is to reduce friction between rope elements (core and wire strands), diminish the impact of rope wear on the sheave (and vice versa) and shield the rope against further moisture intrusion.
Certainly, the potential benefits of lubrication in lessening the impact of rope rouge and rust are well documented. Nevertheless, when it comes to rope exposed to moisture, adding lubricant after the fact cannot expel this water. In this case, it is time for re-roping.
Over-Lubrication Does Not Impact Ropes as Does Humidity
Lubricant cannot impact ropes as can humidity or condensation. This is because sisal absorbs the moisture within and causes the fibers to swell against the outer wire strands, whereas lubricant simply encases fibers and fills the areas between wire strands and rope core. Certainly, over-lubrication can create a mess, as extra amounts on the rope surface can be thrown off into the machine room as it goes around the drive sheave. And too much lubricant on ropes can result in a loss of traction, which can lead to an overall reduction in system performance. Overly lubricated ropes are also prime areas for the buildup of dust, debris and airborne dirt. Indeed the buildup of lubricant on governor-rope surfaces (though this is due to the internal lubricant “weeping” out of the rope itself) leads to a condition called “dirty ropes,” which can only be controlled by switching from NFC ropes to those with synthetic fibers.
The Effect of Moisture on Sisal-Core Rope Length and Overall Diameter
Humidity absorbed by sisal-core ropes can cause the core to expand and, thus, bulge out against the surrounding outer wire strands. Consequently, this will result in a natural increase in rope diameter and an observable decrease in rope length. This condition can become especially pronounced in governor ropes, as they cannot be field lubricated, per code. This effect of expansion and rope shortening can even lift the governor tension sheave, as well. Though this same condition can also impact compensation ropes, it is less prevalent in these types due to the fact that compensation ropes can be lubricated in the field.
Direct Contact with Water
While the current American Society of Mechanical Engineers (ASME) elevator code does not specify what to do with water-saturated rope, ASME A17.6-2010, Section 1.10.1.2 does specifically detail replacement criteria under the heading of “Unfavorable Wear Conditions” for ropes that show evidence of rouge. Regardless, direct immersion by ropes into water should bring to mind the following points.
Wet ropes are going to be permanently damaged and will have a drastically shortened lifespan. No method or application that could potentially reduce the corrosive effects of humidity or condensation on an elevator rope will be able to restore a hoist rope to its original state or prolong its life. Even if only one segment of a rope had been in direct contact with water, that one instance can damage the rest of the rope. In sisal-core ropes, moisture will wick through the remainder of the rope as car motion and gravity accelerate the biodegradation of the core. Mixed-core and IWRC ropes will wick water along the wire strands, which will accelerate rouging within the rope. And, any presence of water on the rope surface (unless the wires used are galvanized) will cause the bright wires to rust.
Wet conditions will cause the core of NFC ropes to expand and their length to shorten, which will lift both governor and compensation sheaves. Though this lifting can sometimes remedy itself (as ropes under dry conditions and load will lengthen), it is not a certain process and can impact ride, performance and car leveling. Ropes exposed to water can also expand beyond their nominal diameter, making them a bad fit for the drive sheave. One must remember that any change in rope diameter can cause the rope to slide in a sheave groove and seriously damage the drive sheave. In addition to the cost of re-grooving or replacing the sheave, degraded sheave grooves will impact every following new set of replacement ropes, decreasing performance and shortening their lifespan.
Wet elevator ropes should be replaced as soon as one suspects they have been affected by water. Even if evidence of a problem is not immediately apparent, there is no choice. The potential for damage to the entire system and the threat of potential injury to passengers and maintenance personnel is too great to risk.
Specific Signs of Moisture Damage
Rouging
Rouging (Figure 4) appears as fine red oxide dust upon the surface of a wire rope, which causes many to mistake it for rust. The fine red dust starts on the inside of the rope and indicates the inner sisal core is losing its strength and can no longer support its outer strands. This internal collapse causes the steel strands to rub against each other and grind small particles of metal loose. These work their way to the rope surface, then rust. Rouging can also be found in ropes subject to heavy loads and high vibrations, as this can work lubricant out. Field lubrication can only retard further damage in mixed-core and IWRC ropes – it cannot bring those ropes back to their original state. Should NFC ropes show rouging, no amount of field lubrication can help restore them or slow their decay.
Rust
Rust (Figure 5) is a sure external indication of the presence of moisture in the hoistway environment. Such external corrosion will diminish rope breaking strength by reducing the metallic cross-sectional area and accelerate fatigue wire breaks by creating surface irregularities. Severe rust on IWRC and mixed-core ropes should raise concerns of the presence of internal rust (which cannot be directly seen), as well, as it is an indication that the lubrication that fills the inner surfaces between wire strands and the core has been breached.
While re-lubrication can, in some cases, retard further damage to the ropes, in neither instance will it restore them to their new state. The only prudent course for rouging or rust is to replace the ropes immediately, as any delay can lead to a significant loss of performance and sheave damage.
Good Storage Is a Key Preventative to Moisture Damage
Ropes should be handled carefully and not stored outside in order to preserve their original lubricant and condition. In addition, ropes should not be exposed to dust and construction area debris as this can mix with lubricant and contaminate the rope and wire surfaces. Often, what some describe as spots of excess lubricant on a rope surface is actually a mixture of lubrication and worksite contaminants. Placing a dirty rope onto a clean sheave is not recommended, as it creates a permanent problem.
Conclusion
To answer the original question posed: “Yes, a little water can hurt a wire rope.” This moisture can come in any form – flood, dowsing, condensation, touch or a humid summer breeze. To minimize moisture damage, manufacturer recommendations on lubrication should always be following, while avoiding over-lubrication. If possible, use high-performance (mixed-core or IWRC) ropes. However, the best way to prevent moisture from affecting ropes is vigilance and addressing environmental conditions as quickly as possible after a problem is found. Water and wire ropes do not mix.
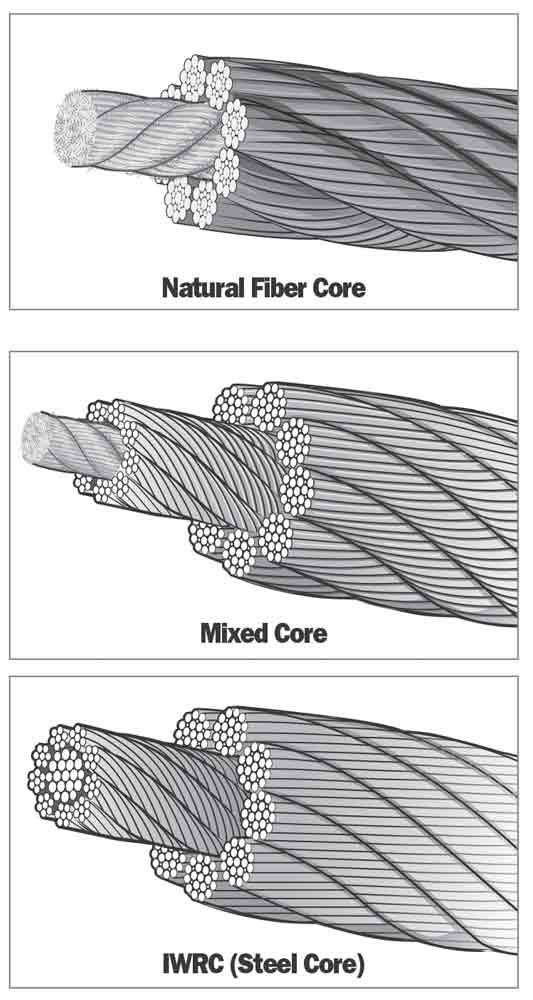
Different types of rope cores 
Figure 2: (l-r) NFC, mixed core and IWRC (steel core) ropes 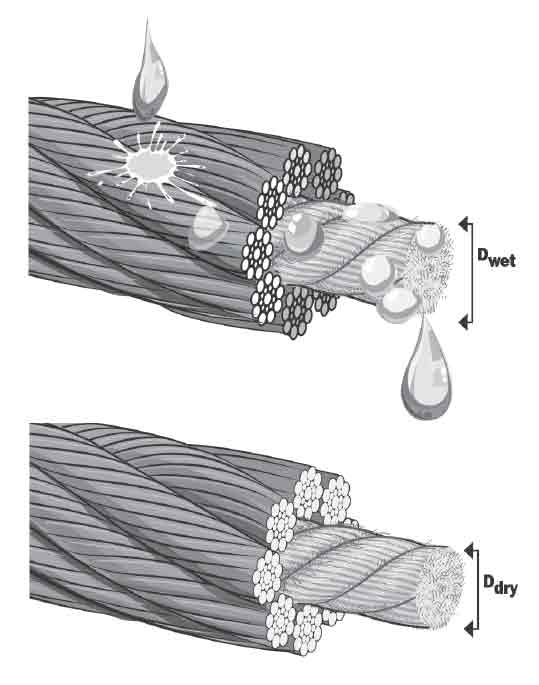
Figure 3: Dry versus wet rope states 
Figure 4: Rouge 
Figure 5: Rust 
Figure 6: Never leave rope accessible to moisture or where sunlight and heat may allow lubricant to flow out of it. Whenever possible, place rope pallets in an area away from the elements and contaminants of worksite dust and debris.
Get more of Elevator World. Sign up for our free e-newsletter.








