Corrosion in Vertical-Transportation Equipment
Nov 1, 2024

A look at the impact on components
by Dr. Michael Davies
Elevators and escalators operate in many different environments, some of which are potentially corrosive, such as marine or heavy industrial. In these applications, normal elevator materials are not appropriate, and different materials of construction are needed. With elevators operating in commercial or residential buildings, standard constructions are unlikely to be subject to corrosion under normal conditions. If water is present, e.g., in elevator pits, general or pitting corrosion becomes more likely. There are some areas in residential or commercial elevators where corrosion can be expected and needs to be detected and prevented.
Forms of Corrosion
The forms of corrosion that might be encountered include:[1]
- General — attack that is distributed more or less evenly over the surface.
- Electrochemical — in which separate areas become anodic and cathodic in the presence of an electrolyte and transfer electrons between them.
- Pitting — local attack in the form of cavities.
- Fretting — damage at the interface of two contacting surfaces under load.
- Rouging — probably fretting corrosion in elevator ropes.
- Rust — corrosion product, mainly hydrated iron oxide on iron-based metals.
Corrosion of Elevator Components
Wire Ropes
As wire ropes often serve in relatively severe working environments, such as outside and marine environments, corrosion occurs due to the reactions with the environment.[2] Wire rope corrosion can be classified into two categories.[3] The first is general corrosion due to contact with air, leading to chemical corrosion and electrochemical corrosion. Chemical corrosion occurs when wire rope is exposed in an acidic environment, and electrochemical corrosion occurs in a humid air environment. The second kind is localized corrosion such as pitting corrosion by which holes or cavities are produced in the place where any coating breaks down and becomes detached. The corrosion pits can gradually deepen on the wire rope surface, leading to stress concentration, fatigue cracking and decrease of strength and flexibility. The stress concentration will accelerate the extension of cracks and, finally, result in mechanical rupture.
Wire ropes come in a wide range of designs and core material depending on the specific application. The outer steel strands also have different configurations, but all steel ropes are subject to wear and can suffer from fretting corrosion. Fretting corrosion is defined as deterioration at the interface of two contacting surfaces under load, accelerated by relative motion between them of sufficient amplitude to produce slip.[1] This usually, but not exclusively, occurs under dry conditions, often under somewhat elevated temperatures. This damage may be accompanied by increased metal loss when the wear particles become oxidized and increase the wear by acting as an abrasive. Different combinations of metals have greater or lesser resistance to fretting, e.g., steel on steel has a low resistance to fretting under dry conditions.[4]
Rouging in the corrosion world refers to the presence of a surface layer of oxide on stainless steel in the presence of water or other aqueous media.[5] The rouge consists of iron oxide or hydroxide but may also contain oxides of chromium, nickel and molybdenum. This layer can come from external sources or from destruction of the passive layer on the stainless steel.[6] Color variation is a result of the oxide/hydroxide/carbonate type and variations in the water of hydration associated with the corrosion products. These colors range from orange to red to black.
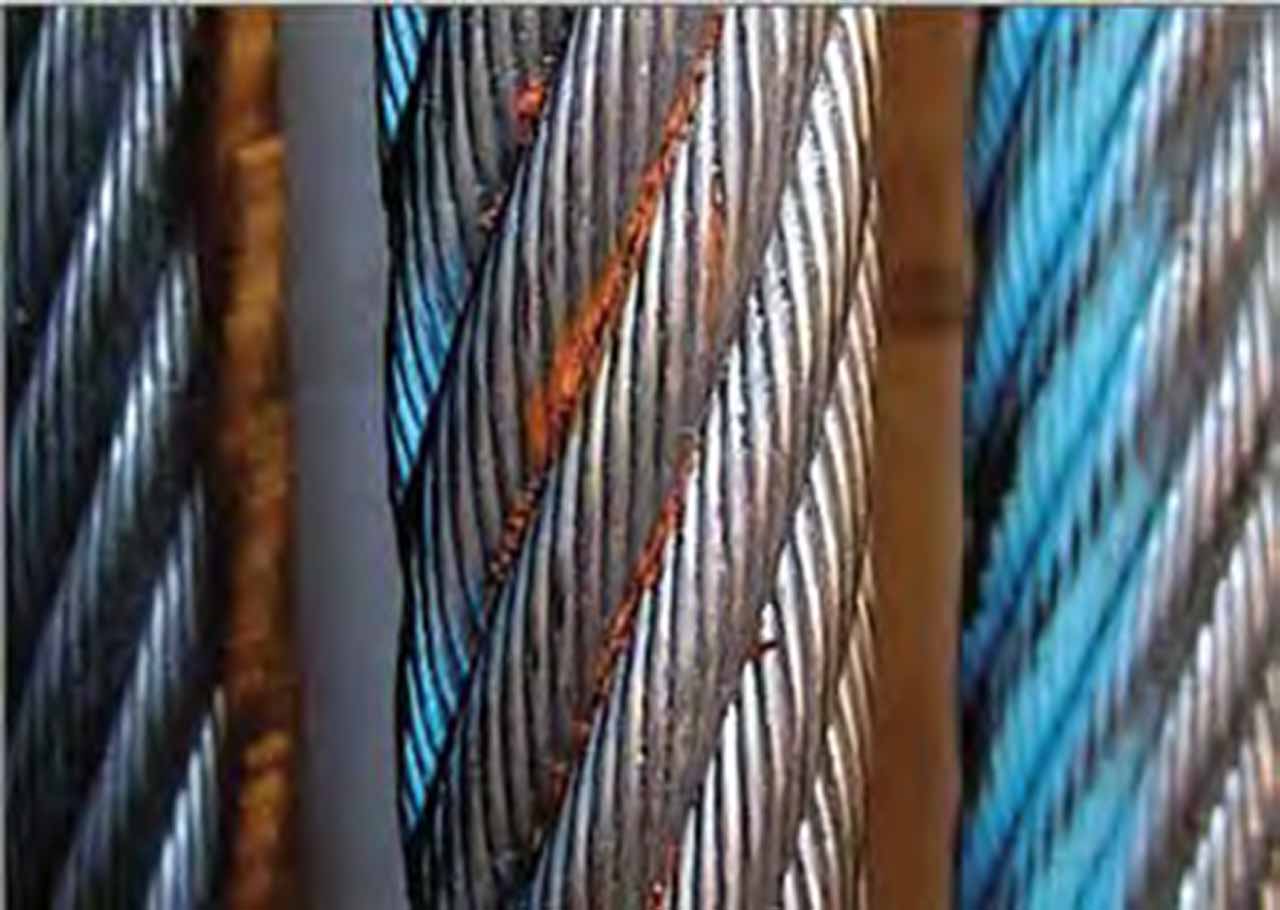
In the elevator world, the term rouging is used to describe what is probably fretting corrosion.[7] Irrespective of which term we use, the detrimental effect on the rope is the same and the corrective action needed is also the same. Rouging is shown in Figure 1. Rouging debris is likely to be as detrimental to sheave profiles as it is to the wire ropes.
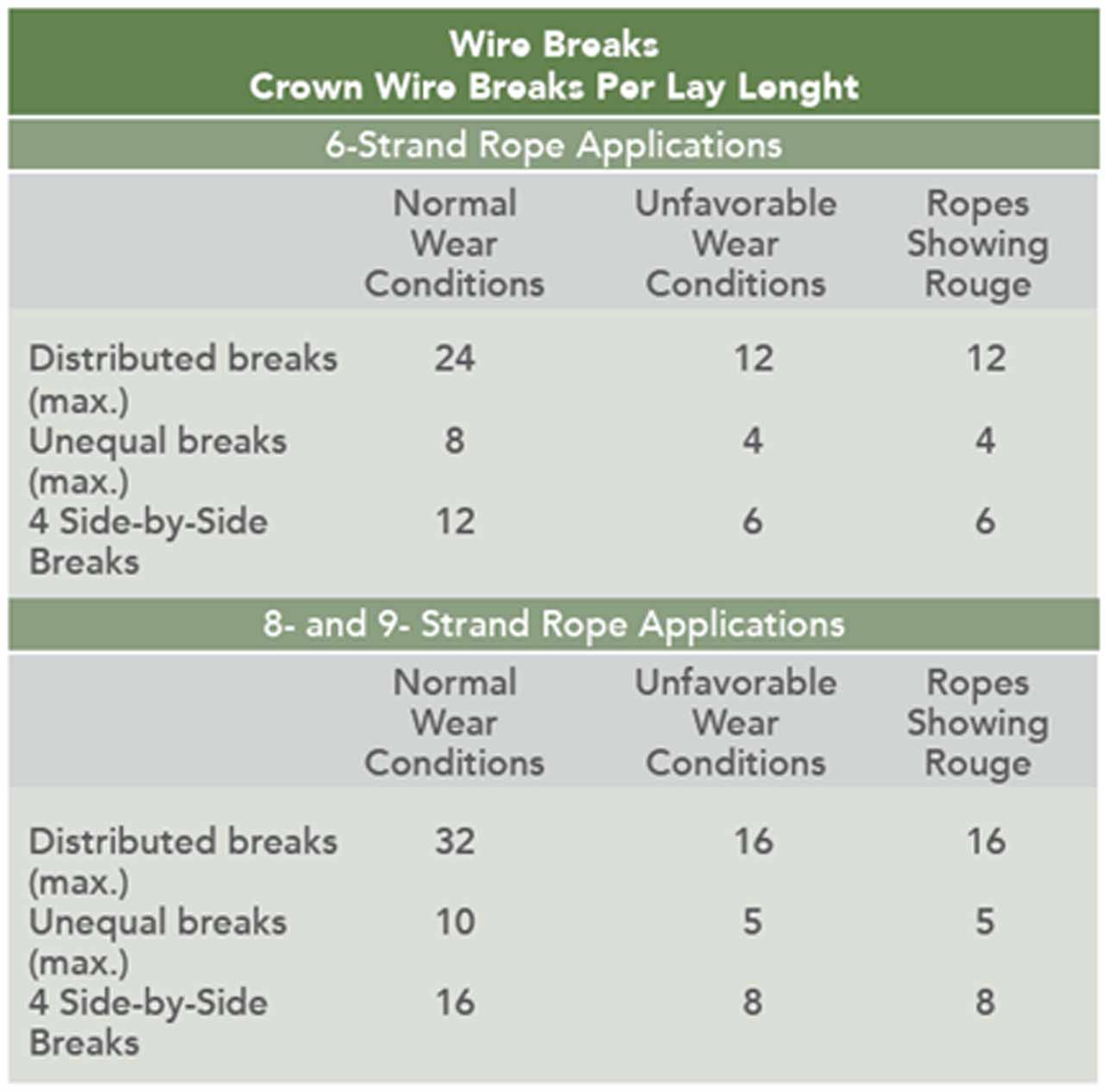
The formation of rouging does not need moisture; it is caused by movement and abrasion between the wires of the rope.[3] The pressures of the system while working generate very small particles around the metal surface, and they begin to rust. Rouging is generally due to a lack of lubrication. Field lubrication does not restore the rope to its initial condition. Any damage has already been done. Rouging detection is important, since it reduces the number of allowable wire breaks. See Figure 2.
To prevent rouging/fretting, all parts of the wire rope should be kept lubricated to reduce friction.[6] During steel wire rope manufacturing, wires and strands are lubricated and a new manufactured wire rope contains about 1.2% by weight of lubricant. As the wire rope in operation rises in number of cycles, it exudes lubricant to its surface. Experimentally, a steel wire rope loses about 0.12% by weight of lubricant every 100,000 cycles. Re-lubrication is necessary to work under optimal conditions and extend the life of the wire ropes and sheaves. The frequency of re-lubrication depends strongly on environmental and installation conditions such as temperature, moisture, lift speed and rope pressure.
It is important to know the right amount of lubricant that a wire rope should have. A lower amount of lubricant causes an increase in temperature, an excessive wear in wires and an increase of rouging. An excess of lubricant must be avoided, because it causes rope slippage on sheaves, an undesirable effect that can be seen on the drive sheaves during acceleration and deceleration. Natural fiber core ropes are advantageous over steel core ropes since the natural fiber retains more lubricant than steel (10-15% by weight); the natural fiber core serves as self-lubricating. When operating, the strands compact the fiber core, and this pressure begins to release lubricant, which is beneficial for the operation of the system.
If there is evidence of rouging from the rope, strand gaps and rope diameter should be checked. If reduction is less than 4%, further reduction in diameter can be slowed down by re-lubrication. When a diameter is reduced by greater than 6%, a rope change is generally indicated. The lubricant used should be one specially formulated for wire ropes used in elevators, should be able to penetrate into the strands, be durable and often contain corrosion inhibitors.
Rust on the surface of the rope (Figure 3) is a sure external indication of the presence of moisture in the hoistway.[9] External corrosion will diminish rope breaking strength by reducing the metallic cross-sectional area and accelerate fatigue wire breaks by creating surface irregularities. Severe rust on independent wire-rope cores (IWRC) and mixed-core ropes should raise concerns of the presence of internal rust (which cannot be directly seen) as well, as it is an indication that the lubrication that fills the inner surfaces between wire strands and the core has been breached.
In moist conditions, external electrolytic corrosion can occur, which might be compounded by internal rouging. Moisture in the shaft can come from many sources, including rain water or piping leaks. Contaminants in the lift shaft can also increase the wet corrosion of the ropes as well as other elevator components. Examples include marine atmospheres, pollution, industrial chemicals, etc. In these cases, specific materials of construction are needed, such as stainless steels or other corrosion resistant alloys or galvanised components.
Hydraulic Cylinders
Holed hydraulic type elevators are equipped with a buried hydraulic cylinder that houses the oil and piston.[10] The cylinder is buried directly below the elevator and extends below the pit floor at a depth just slightly greater than the total travel of the elevator. Exposed buried cylinders have the potential to corrode and subsequently leak. The risk of corrosion to the buried cylinder depends greatly upon local soil conditions. Therefore, the timing or likelihood of possible future cylinder corrosion at a given site is impossible to predict with any degree of certainty. Cylinder corrosion and leakage not only result in soil contamination, an obvious environmental concern, but also introduces the possibility of endangering passengers. There have been documented cases where cylinders have failed due to corrosion, which resulted in the free fall of the elevator to the pit.
Cylinders buried in the ground need to be protected from corrosion by one of the following methods:[11]
- Select materials of construction immune to the stated conditions.
- The cylinder is encased in material that completely surrounds the external surface and is immune to the stated conditions, e.g., PVC.
- The cylinder is protected by a carefully monitored cathodic protection system.
- The cylinder is protected by a means that provides an immunity level not less than that provided by the above methods.
Cathodic protection is the process of maintaining the electrochemical potential of the metal in a region where corrosion is avoided. Protection is achieved by making the metal to be protected the cathode in the electrochemical cell by the application of current or connected it to a sacrificial anode. Both methods need monitoring and maintenance to ensure continuous protection.
There are two types of buried cylinders: single bottom (no safety bulkhead) and double bottom (with safety bulkhead). Prior to approximately 1977 in Canada, the CSA-B44 Safety Code for Elevators and Escalators did not require hydraulic cylinders to contain a safety bulkhead. With a safety bulkhead, when failure occurs at the cylinder bottom, the cylinder is designed so that oil exits the main cylinder cavity slowly and in a controlled manner, through a small orifice. The safety bulkhead does not eliminate the potential for a catastrophic failure of the cylinder. In 1992 in Canada, the safety code was changed to require all new hydraulic cylinder installations to have corrosion protection by way of a plastic (PVC) liner, or equivalent means.
Therefore, all hydraulic cylinders installed before approximately 1992 in Canada are at risk of corrosion, with those in place prior to approximately 1977 posing a potential added safety risk if they are not equipped with a safety bulkhead. Corrosion can lead to either a slow leak or a failure at the bottom of the cylinder with catastrophic results as mentioned above.
In Canada, cathodic protection was popular in the late 1980s and early 1990s but slowly disappeared when PVC encapsulated cylinders became popular and easy to install.[12] Also, elevator consultants preferred the PVC over the cathodic protection because it is maintenance free. When the U.S. elevator code ASME A17.1 and the Canadian CSA B44 code were harmonized circa 2002 and on, cathodic protection became not only acceptable, but also equivalent provided that the cathodic device was maintained on a regular basis.
Elevator pits
One of the most common problems in elevator pits is water seepage.[13] When water seeps into an elevator pit, the consequences can be disastrous. Water can seep into an elevator pit through the bottom or walls of the pit. This often happens in buildings with leaky foundations, especially due to cracks in the concrete. The risk of water seepage is also greater in areas where the water table is high, the surrounding landscape is poorly graded and the land is poorly drained. Any water in an elevator pit can affect the hoisting mechanism and electrical systems, which can lead to elevator failure. Water in an elevator pit can also cause corrosion of some parts, especially those made of steel. See Figures 4 and 5.


Elevator pits need to be protected from water ingress but also need well-maintained, adequate drainage. Pits should be monitored regularly to ensure dry conditions.
Cabs
Another area of a critical and safety risk is bi-metallic corrosion (galvanic corrosion).[14] This is an electrochemical process in which one metal corrodes preferentially when it is in electrical contact with another, in the presence of an electrolyte. It is most common when a steel door frame is fitted directly on to an aluminum sill without a barrier between the steel section, fixing bolts and the aluminum sill. This type of corrosion is difficult to notice but, if existing, it would affect the overall strength of the door set.
Corrosion free cabs are available as a first fit or retrofit. These rely on the use of corrosion-resistant materials, such as stainless steel, plastics, etc., to clad the walls of the cabs. Corrosion of cab walls and fittings is generally likely to lead to aesthetic damage rather than structural failure.
Examples of Corrosion in Industrial Elevators
Industrial escalators can be in the form of moving belts or suspended buckets and can be exposed to very severe corrosive and wear conditions, often outdoors. Some elevator companies offer corrosion-proof elevators to withstand difficult industrial conditions.[15] These rely on a combination of design and materials. Elevators that transport caustic materials, such as coal, synthetic gypsum or fly ash where aggressive corrosion is likely or present, need suitable materials of construction.[16] Heat-treatable martensitic stainless steels can be used to construct the chain pins and/or bushings. In addition, seals or surface treatments are available to further limit corrosion.
Cement Elevators
A specific example of an industrial elevator is that of one transporting bulk cement. These elevators can suffer from flooded boot conditions, fretting, galling, abrasion, corrosion and overloading.[17] Severely corrosive conditions can often be seen with grain, lime, carbon and phosphate elevators. Engineering design-specific heat-treated stainless pins and knuckles can be needed to withstand these conditions.
Marine Elevators
Marine elevators are also constructed using special materials and design to suit the arduous shipboard conditions, such as adverse weather, humidity, rolling, pitching, etc.[18] Marine elevators typically have a loading capacity of 500 to 800 kg and passenger capacity of five to six people. The elevator frame is made of stainless steel with reinforcing material to withstand the rated load. Steel plate of sufficient thickness and a vinyl sheet is provided for the floor of the cage. The wire rope is made of mild steel, and the elevator cable has reforming wires (galvanized wire ropes).
Mine Elevators
A problem was found with one of seven suspension ropes at a coal mine.[19] The elevator transported miners into and out of the mine, and the ropes had been in service for only 2-3/4 years. The rope showing the loss was bright (noncoated wires), and the other six ropes were galvanized and were not corroded. The degradation experienced by the one rope is typical of mine elevator ropes exposed to fresh, moist air entering the intake shaft, which is traversed by the elevator. The parts of the ropes above the car are directly exposed to the moist air when the car is parked at the surface most of the time. Eventually, galvanized ropes lose their protective coating and corrode, but this process takes much longer than with bright ropes.
A set of six suspension ropes was tested at a coal preparation plant. The ropes were in service for 4-2/3 years. Water was observed dripping onto the ropes over the traction sheave. Water penetrated the ropes because the strands in each rope separated slightly as they rested over the sheave. Penetration occurred at different locations on the ropes as the car was parked at different landings.
Escalators
There are many different types of escalators, usually comprising moving flat or inclined walkways, driven from below by complex drive chain mechanisms, which are often neglected. They can be inside buildings or external, where corrosion problems are more likely and need to be catered to by design and materials selection.
Escalators can be used to transport people or industrial goods. Passenger escalators can be vulnerable to corrosion from sugary drinks, excessive moisture, grit and salt and the build-up of other crud and detritus.[20] An example of this is the problems encountered on the escalators on the Mexico City underground system.[21] They have had numerous failures meaning that 22 of the 467 escalators are out of service on any given day. Riders apparently are urinating on escalators at off-peak hours at lightly used stations, and the urine penetrates and corrodes the drive wheels and mechanisms.

As with elevators, they can be badly corroded by water ingress. See Figure 6. Steps need to be taken to prevent this and regular inspection is required.
The frames of escalators near the ocean in New Delhi were hot-dip galvanized for corrosion protection. The coastal environment can be highly corrosive, and the durability of galvanizing was the only choice to ensure longevity in the harsh environment and highly trafficked area.[22]
Conclusions
While corrosion is not commonly encountered in vertical-transportation systems, if present, it can have major consequences for the operation and safety of the equipment. It is important to specify the correct materials of construction appropriate for actual operating conditions. Correct and regular lubrication, where needed, as in elevator ropes, should be carried out to prevent fretting/rouging.
It is important to include inspection and testing for corrosion on a routine basis, especially since not all corrosion is immediately obvious by visual examination. It is also important to prevent the ingress of water into the elevator or escalator system which can initiate or exacerbate corrosive attack.
References
[1] R.S. Treseder (ed.) “NACE Corrosion Engineer’s Reference Book.” 2nd edition (1991) p. 7-22.
[2] Zhiqian Ren, Zhiqiang Lu, Qiong Yu, Yun Jiang, “Failure Analysis and Safety Protection of a Certain Type of Wire Ropes under High-Speed Impact Loads,” MATEC Web of Conferences 142, 03001 (2018) pp. 1-8.
[3] Anon, “Elevator Ropes – Installation and Maintenance,” IPH SAICF (2016) p. 5
[4] L.R. Davis (ed.) “Corrosion – Understanding the Basics,” ASM International (2000) pp. 149-151.
[5] Paul K. Whitcraft, “Material issues in the pharmaceutical industry,” in Vol 13C. Corrosion: Environments and Industries, ASM International (206) p. 812.
[6] corrosion-doctors.org/MatSelect/rouging.htm
[7] John Childs, “Lift Wire Rope,” Plant Engineer, March/April (2009) pp. 8-9.
[8] Anon, “Steel Wire Ropes in Elevators,” Pfeiffer Drako, September (2019) p. 30.
[9] Martin Rhiner, “Wet Ropes Equal Dead Ropes,” ELEVATOR WORLD Continuing Education. In KJA Technical Overview of Components (2020)
[10] Anon, “Elevator and Lift Inspection Report Condition Assessment,” Rev A GUNN Proj. No. 1-4655, Gunn Consultants Inc. August (2015) p.9.
[11] Ben Abbaspour, “Elevator Engineering,” ELEVATOR WORLD, (2013) p. 238.
[12] Farid, solucore.com/blog/Cathodic_Protection_on_Hydraulic_Elevators
[13] Anon, “Problems caused by water seepage in an elevator pit,” foundation-crack-exeprt.com (2020)
[14] Roger Howkins, “Lift Modernisation Challenges,” Arup, (undated) p. 11-3.
[15] Anon, “Corrosion Proof Elevators,” Pakistan Elevators Engineers (2022) paklifts.com/elevators/corrosion-proof-elevators/
[16] Anon, “Tsubaki solutions ready for the abrasive and harsh environment of the cement industry,” (2021) tsubaki.eu/news/2021/01/tsubaki-solutions-ready-for-the-abrasive-and-harsh-environment-of-the-cement-industry
[17] Ray Hensley, “Elevator Know-How,” Renold Jeffrey, reprinted from World Cement, May (2017) 4 pp.
[18] Mayur Agarwal, “A Guide To Marine Elevators: Construction, Safety Devices & Maintenance,” Marine Insight, July 10 (2019)
[19} Dennis N. Poffenroth, “Non-destructive testing of elevator suspension and governor ropes,” ELEVATOR WORLD, April (1996) pp. 73-75.
[20] James White, “Surmounting the escalator challenge,” November 25 (2016) cleaning-matters.co.uk
[21] Anon, “Subway says ‘corrosion due to urine’ causes escalator breakdowns,” Associated Press, January 15 (2022).
[22] Anon, “KONE Escalators,” American Galvanizers Association (2005) galvanizeit.org/project-gallery/kone-escalators
Get more of Elevator World. Sign up for our free e-newsletter.
![]()








![]()