Lubrication and Elevator Ropes: Myths, Half Truths and Mistruths
Jun 1, 2015

An examination of a key component to rope life and rope performance
by Martin Rhiner and Heinz Studiger
There is an old saying that bears repeating when discussing elevator rope lubrication: “It isn’t what you don’t know that gets you into trouble. It’s what you know for sure that just isn’t so.” This is doubly true for professionals concerning the topic of rope lubrication. Over the years, it appears that a large amount of erroneous (and, in some cases, simply untrue) information has been disseminated and taken at face value. Why should professionals be concerned? Because these “myths” can lead to severely shortened hoist-rope life and diminished system performance.
Learning Objectives
After reading this article, you should have learned:
♦ The many critical factors that can affect rope lubrication
♦ The basic role of a lubricant in a hoist rope’s function
♦ How rope core type affects the amount of lubricant necessary in its construction
♦ What the essential qualities of a factory-applied lubricant are
♦ Why regular lubrication after installation is necessary
♦ The characteristics of a good field lubricant
♦ How to determine the proper time to lubricate a hoist rope
♦ How often to lubricate a hoist rope
♦ Why lubricating hoist ropes needs to be part of a regular maintenance program
Myths
Here are only a few of the many odd ideas your authors and others at Brugg Lifting hear in the field that seem to disguise a lack of awareness as to just how critical good lubricant and good lubrication technique are to rope life. We will examine a number of these points, each of which is patently untrue:
- New ropes are lubricated for life and do not require re-lubrication after being installed.
- Field lubrication can reverse the effects of rouge and restores ropes to prime condition.
- Any lubricant or oil can be used to re-lubricate ropes.
- Over-lubrication is better than no lubrication.
- Lubricant has no impact on rope traction.
- Water damage has no effect on ropes after they have dried out.
- Ropes do not need to be cleaned.
- The hoistway environment has no effect upon rope condition or rope life.
Some believe rope lubrication is a topic that can best be answered with the simple words: “Just throw on some more lubricant every so often.” This is a gross oversimplification. There are several critical factors in every installation that one must consider in regards to lubrication. As there is no truly common or standard elevator installation, each point must be considered individually:
- The type of elevator system
- Rope selection and rope type
- Groove profile, groove pressure and sheave material
- Rope speed
- How well rope tensions are equalized
- The number of trips per year (usage)
- Thoroughness of rope maintenance, including re-lubrication, tension equalization, cleaning and inspection
- Variable environmental changes, such as temperature, moisture, dust, etc.
The Role of a Lubricant
Elevator ropes are specially designed and built for a relatively long service life. However, a key component to rope longevity (in addition to the wires themselves) is rope lubricant. Also, hoist ropes typically feature a lubricant specially formulated to keep its chemical and physical properties for a long period without impacting traction.
Throughout a rope’s lifetime, it comes into contact with a variety of other components, including wires within the rope, its core, adjacent strands, the sheave groove itself and deflector sheaves. For these elements to work smoothly and efficiently, each must possess a thin coating of lubrication film to lessen the impact of wear. Essentially, lubrication serves to reduce internal friction and keep the rope flexible. However, another (frequently overlooked) important job of lubricant is its ability to prevent corrosion due to environmental impacts, such as moisture.
As currently formulated, lubricant is a sort of compromise product that must try to handle two mutually exclusive goals — to lubricate all parts and components in and around the rope without affecting traction. This means a rope lubricant must be able to readily penetrate the interstices within a rope but stable enough to physically avoid being washed off the rope surface or be affected by evaporation. A lubricant must also be adhesive enough to create an external barrier, yet, if carried too far, this means the lubricant will be less than effective as a penetrant.
The one essential thing to remember is that following solid lubrication guidelines is critical to achieving peak system performance and maintaining hoist-rope health. Simply ignoring lubrication issues does not make a problem go away. Indeed, it means that any problem will become even more pronounced and will occur again, even after installing an entirely new set of hoist ropes later.
Lubrication during Manufacture
All ropes are composed of individual steel wires, which become strands and are lubricated to contain approximately 1% lubricant content by weight (Figure 1). These lubricated elements serve as the basic component for all hoist ropes, regardless whether they are of independent wire-rope core (IWRC), mixed or natural-fiber core (NFC) design.
NFC ropes are an old-timey industry mainstay and feature sisal fibers soaked in vats of lubricant and permitted to dry in a strict, environmentally controlled manner prior to being wound into a completed core. Lubricant typically composes 10-15% of a NFC core’s total weight. IWRC and mixed-core ropes (featuring polypropylene fibers) include a more advanced core design and utilize materials that do not absorb the lubricant itself. This means those kinds of rope constructions possess less lubrication overall compared to NFC ropes but are far more physically robust and resistant to the effects of moisture and groove pressure than NFC types.
For many years, Brugg has used a domestic lubricant made by Fuchs Lubricants USA, the world’s largest independent manufacturer of specialty lubricants with manufacturing plants in over 40 countries. We have found the company’s formulation offers a solid combination of benefits that satisfies a host of needs essential to any lubricant used in the construction of an elevator hoist rope. A good factory-applied lubricant must be able to meet the following demands:
- Sufficiently high drop melt point so as to not melt or slump in use.
- Good boundary lubrication properties allowing metal surfaces to rub against each other without fretting.
- High film strength provided by wax/polymer combination and high base oil viscosity index (four-ball wear measures) allowing metals to rub together, while still preventing excessive friction and metal scoring.
- Include both anti-wear and anticorrosion additives to back up physical film strength
- Resist fretting corrosion caused by vibration
- Set to a reasonably firm film so as not to attract and allow airborne debris to adhere to the film
- Adhere and resist throw-off (centrifugal force around sheaves and adherent vibration)
Lubrication after Installation
Some industry professionals seem to harbor the notion that field lubrication can magically rejuvenate rouged or rusted ropes. Let us put that aside up front: there is no Fountain of Youth for hoist ropes. Though the lifespan of a rope may be slightly prolonged, the redeeming advantage of lubrication is miniscule. There is simply no way a manufacturer could ever accurately anticipate all the stresses and conditions a rope will face and inject it with a lifetime supply of lubricant. Thus, the best solution to maintain rope life and get peak system performance is to apply a field dressing in a systematic, routine manner.
Ideally, a good field lubricant must be able to persevere in a wide range of field conditions and satisfy a number of factors, including:
- Must contain polar additives to facilitate good metallic surface “wetting” (thin film distribution) allowing penetration to the rope core
- Must contain a water-displacing additive to allow lubricant film to get underneath any surface moisture present
- Cannot contain any solvent, yet must provide thin film boundary lubrication with a reasonably high viscosity index
- Must be compatible with factory-applied lubricant
- Must be low in viscosity to assist in capillary action during application
- Must be able to be applied sparingly to prevent buildup and eventual throw-off
A good field dressing must be both compatible with lubricant applied originally in the factory and offer good penetrating properties. Never use lubricants containing bitumen (another name for asphalt). Bitumen can encrust hoist ropes over time, attracting dust and dirt, and leaving residue within the sheave groove. This will impact traction. Also, do not use lubricants containing molybdenum, Teflon® or graphite, since their impact on traction is unpredictable.
Re-Lubrication
How and when to re-lubricate can be a concern, as too much lubricant can cause a loss of system traction, attract dust and create a gummy cake on ropes (Figure 2), and lubricant throw-off around the machine room area and on the car top. And, when lubricant throw-off settles on the brake surface, it creates a hazardous situation that can hinder its ability to stop or hold the car.
Frequently, the biggest source for excessive lubricant throw-off (Figure 3) is caused by too-high groove pressures or over-lubrication in the field. In some cases, Undercut U- and V-grooves can squeeze lubricant out of standard fiber-core ropes to coat the rope’s surface. Brugg’s lubrication charts can be used as a general guideline to determine how much lubricant to apply (Graphs 1 and 2).
Brugg recommends a regular lubricating routine of a minimum of once per year, or every 250,000 starts or trips to the most-used floor. Naturally, one should give consideration to the load carried by the ropes, the system’s frequency of use and environmental factors, and lubricate more often when the situation dictates. Lubrication should always be applied to clean ropes. If there is a question of whether a rope needs lubrication, stop the car and touch the rope with a bare finger (Figure 4). A lubricated rope will reveal a light, visible film of lubricant. If you see no film, the rope is dry and needs to be lubricated.
Rope research clearly shows that well-lubricated ropes last up to 80% longer than dry and unlubricated ropes. The question concerns which method to use when re-lubricating ropes in the field. Unfortunately, each common method depicted in Figure 5 offers only varying degrees of effectiveness, and some have proven less than reliable. As many of these methods must be applied to a moving rope, they cannot offer consistent, even coverage. Additionally, they can create messy work environments, making cleanup far more difficult and time consuming, which, in turn, makes them less likely to be performed at all.
Some professionals have advocated using canned lubricant sprays on ropes (Figure 6). Such aerosol formulas are incompatible with the original lubricant used because of the solvent they contain. Do not use solvents in an effort to clean the rope surface from grit, dirt, lint, dust and caked-on lubricant. Some call this process “degreasing.” By stripping away a rope’s external coat of lubricant, the solvents cause a chemical reaction breaking down the rope lubricant. The groove pressure and the constant flexing of the rope under load will squeeze and wick the lubricant out of the rope. This will lead to lubricant throw-off and eventually cause rope core collapse. To state the case simply: solvents are poison to hoist ropes.
More Advanced Lubrication Means
More advanced lubrication methods have recently become available to the industry. An electrically powered paint roller (Figure 7) that permits a continuous flow of lubricant to be applied to the rope offers certain advantages. However, this method also requires easy access to the ropes, and rollers must be well maintained to guarantee consistent coverage.
Automatic Rope Lubricator
This device has become more common in the industry, and, in most cases, is permanently affixed at the front of the machine where the ropes drop to the car. In this method, the lubricant wicks upward from the reservoir to a felt strip. The lubricant is transferred to the hoist ropes upon application of an electrostatic charge. Proper positioning of the device and setting the correct gap between the felt and ropes can be tricky (Figure 8).
This method requires one to be attentive to good technique; simply topping off the reservoir during every visit can result in over lubricated ropes. Such devices can also lead to a false sense of complacency, in which one could forget to check the reservoir regularly, resulting in dry ropes and, potentially, rouging. Even the automated lubricator itself must be regularly maintained and kept in proper working order. Finally, such a device lubricates the ropes on one side only. Ideally, ropes are lubricated all the way around, especially on the side that makes contact with the sheave grooves.
A New Alternative
In order to have a truly effective lubrication method, the lubricant must be dispensed so that it touches the entire rope surface. Traditional devices only cover one-quarter to one-third of the rope surface and rely heavily upon the lubricant’s own viscosity and the rope’s natural capillary effects to disperse the lubricant throughout the rope.
While a permanent device, such as the automatic rope lubricator, offers a far better alternative than previously mentioned methods, it suffers from the disadvantage that it must be fitted into an already crowded machine-room area. Valuable space must be allotted within a floorplan for it to work over the long term. This is not always possible. For that reason, Brugg recommends an easy-to-use, portable device as part of a regular maintenance program (Figure 10). Such a lubricator can be attached to a set of ropes in the machine room and quickly removed after lubrication. The total amount of time spent on such a procedure frequently takes only 0.5-1 hr. and coats all rope surfaces with a fine, controlled film of lubricant. Using such a device is simple and consists of the following key steps:
- Move the car to the top floor and fasten the portable lubrication fixture (oiler) around the hoist ropes below the drive sheave in the machine room.
- Rest the fixture on the rope hole guard, then connect the flexible supply hose running from the pump to the oiler reservoir.
- Set the flow-control valve on the electric pump to the recommended setting, and run the car down on inspection speed (50-75 fpm).
- Monitor the oil level in the lubricant reservoir and adjust pump flow (if needed) while the car is moving down.
- When the car approaches the bottom of its run, switch off the pump so it will use the remaining oil contained in the reservoir. (Some user experimentation will be necessary to find the correct volume setting.)
The Importance of Lubrication
Lubrication is critical in protecting ropes against moisture and plays a critical role in preventing rouge and rust. However, a goal of this article is to help the reader begin to understand lubrication’s primary role as a rope component.
Nearly 10-15% of a sisal core’s rope weight is lubrication, while the total amount of lubricant used in mixed- and steel-core ropes is less. Think of lubricant as an elemental part of any rope’s construction. As your authors have found over the years, the biggest myth that most professionals have about lubricant is that it is simply a smelly grease or oil. This is totally untrue, which is why the reader is strongly urged to learn more about the subject and make lubrication, rope cleaning and equalizing rope tensions a vital part of his or her regular maintenance program.
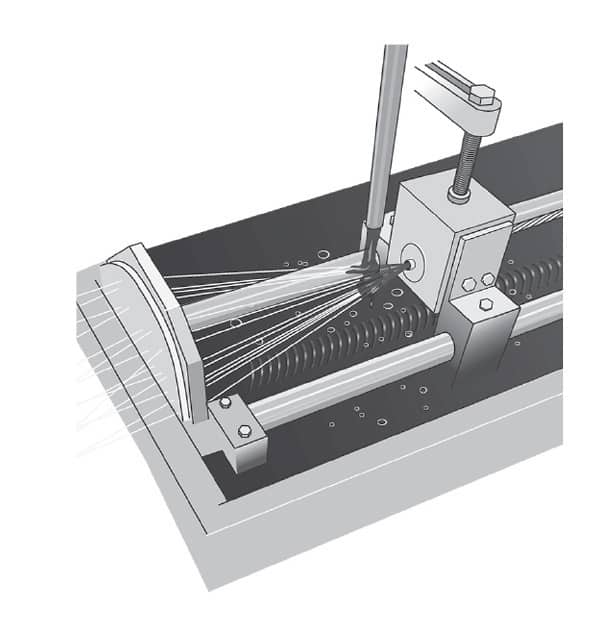
Figure 1: Lubrication is applied during strand production. 
Figure 2: Two cases of overly generous field dressing. (l-r) The first shows a buildup of dirt and debris that, if the ropes are not cleaned, will eventually lead to the last case where ropes are covered with a gummy coating that can lead to throw-off. 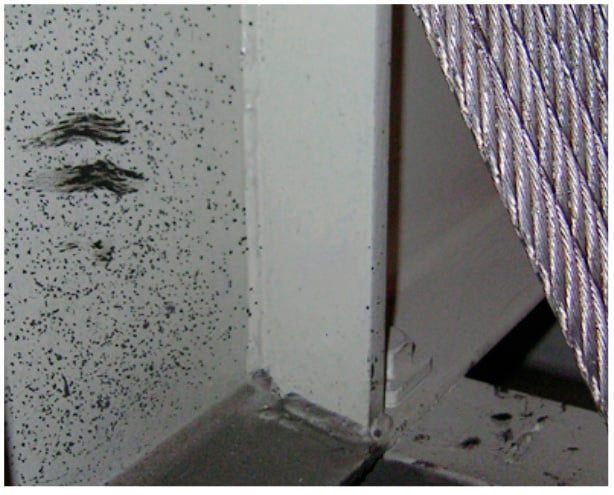
Figure 3: Throw-off (at left) is more than a messy nuisance in the machine room. It can impact proper brake function. 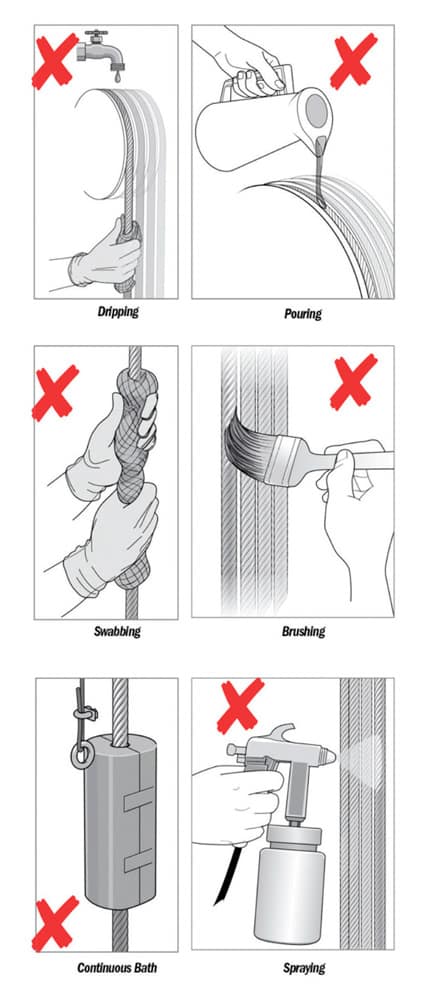
Figure 5: Though some of these methods are common in the field, their use is not recommended. 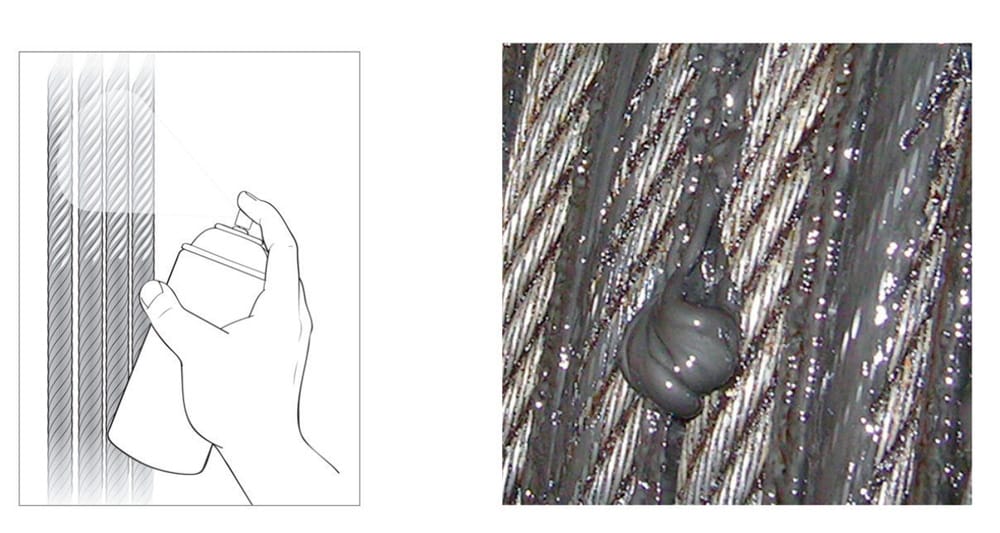
Figure 6: Solvents are a major component in many spray-lubricant cans and are incompatible with the original lubricant applied by the manufacturer. Results are in the photo at right, in which the original rope lubricant has deteriorated due to the effects of a solvent and is being squeezed out of the rope core. The end result of this interaction is the deposit of a slimy coating on the rope surface. 
Figure 7: Both paint rollers and automatic rope-lubrication devices offer advantages over previously shown methods but require careful attention to detail and are far from perfect. 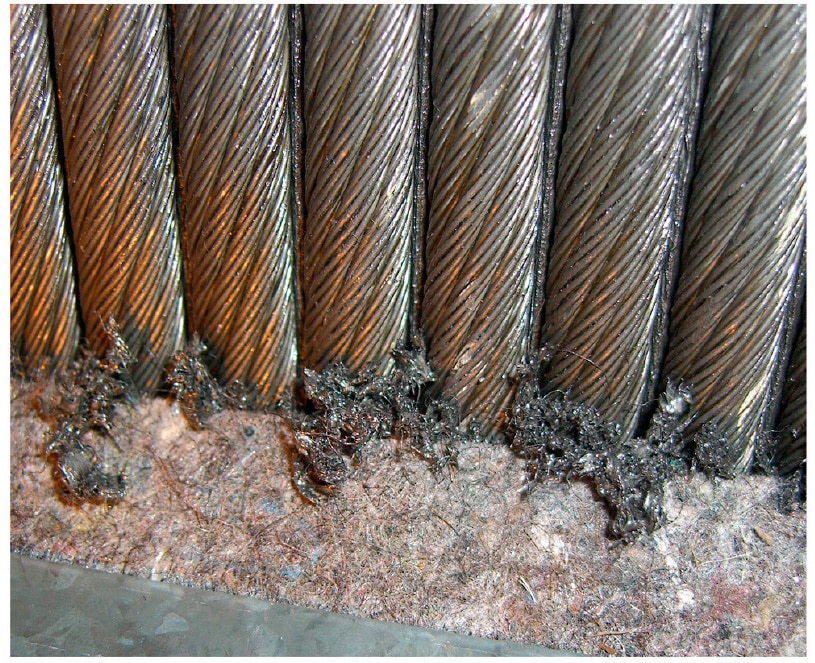
Figure 8: A case in which an automatic rope lubricator is placed too close, and the felt touches the ropes. 
Figure 9: A case in which an automatic rope lubricator’s felt is poorly aligned and worn, and the reservoir is dry. 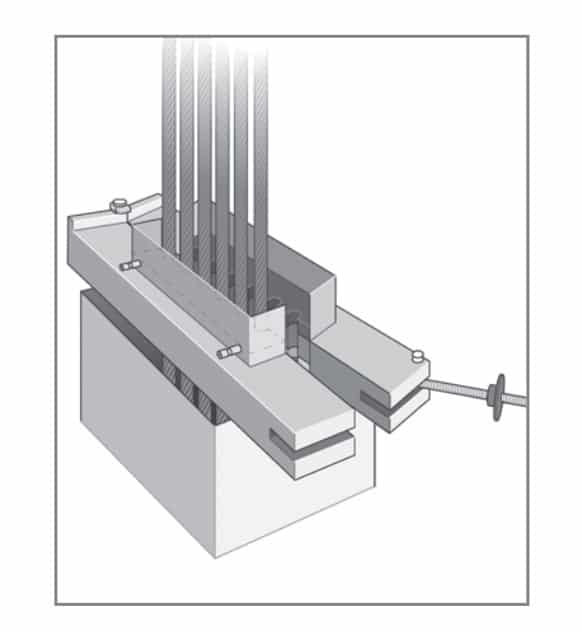
Figure 10: Portable lubricating devices have only recently been introduced into the market. They allow a mechanic to quickly lubricate a set of ropes and make the procedure more convenient and cost effective. 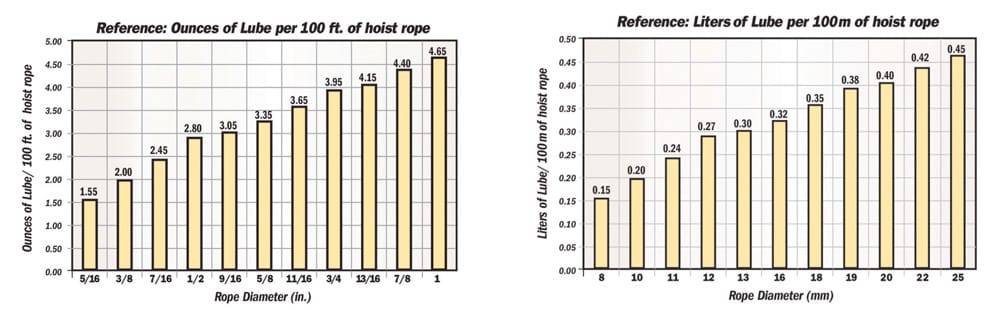
Graphs 1 and 2: These charts provide a useful guide Brugg recommends for the proper quantity of lubricant to be used in the field on a specific diameter of hoist rope.
Learning-Reinforcement Questions
Use the below learning-reinforcement questions to study for the Continuing Education Assessment Exam available online at www.elevatorbooks.com or on p. 143 of this issue.
♦ Why should field dressings that contain bitumen in their formulation never be used?
♦ What are the two essential, mutually exclusive goals any lubricant must be able to meet to promote proper rope function?
♦ Why is it impossible for any manufacturer to provide enough initial rope lubrication for it to last the life of the rope?
♦ Can lubrication rejuvenate or restore rusted or rouged hoist ropes?
♦ How does one determine when to re-lubricate hoist ropes?
Get more of Elevator World. Sign up for our free e-newsletter.








