Orona’s SDR Wire Rope
Jul 1, 2012

Nonconventional small-diameter rope (SDR) applications, certifications and performance
by Dr. Mikel A. Urchegui, Iñaki Aranburu, Lars Gustavsson and André van den Burg
Orona’s nonconventional small-diameter rope (SDR) allows the use of small gearless machines and the development of compact machine-room-less (MRL) solutions. This article includes an overview of the certification process, focusing on the most interesting and relevant tests carried out, as well as a summary of the SDR’s history.
Innovative Suspension Means
Since the mid 1990s, there has been a demand for cost-effective MRL gearless solutions. Gearless machines are considered the most suitable choice for electric traction lifts, and although they were well known many years ago, they still remained too big and expensive for conventional applications where geared solutions were cost effective. As a result, gearless machines were mainly restricted to high-rise/-traffic applications, where initial costs were overcome by savings in more efficient operating conditions. Although size and cost reduction for gearless machines had been in constant demand, the MRL concept and its focus on more conventional buildings put additional pressure on their development. Two technology-driven innovations have helped further this aim: permanent-magnet (PM) gearless machines and innovative suspension means.
First, PM machines allow a more compact and controlled gearless solution, and have resulted in the diversity of direct-drive applications in the market. On the other hand, specific and nonconventional suspension means have been investigated over the past few decades. These, too, mainly focused on the extreme demands of high-rise/-traffic buildings and were commonly based on complex and expensive synthetic materials like Aramid fibers. A more flexible suspension means was required to reduce the traction-sheave diameters and bring PM machines down to the sizes and costs suitable for competitive MRL gearless applications.
Due to their bending flexibility, small-diameter wire ropes are a potential solution. However, thin high-strength wires have to be employed to achieve the required breaking load, resulting in very hard surfaces sensitive to wear and abrasion. As a result, fully metallic, reduced-diameter ropes fail much earlier and wear out traction sheaves and/or deflection pulleys quicker. In addition, depending on the angle of wrap and sheave or groove materials, a lack of traction can more easily occur.
Currently, belts are a good, balanced solution, because several high-strength wires are twisted to shape strands embedded into a polyurethane flat base. Maintaining their load capacity, they are able to offer remarkable traction and bending flexibility, giving a long, reliable life (Figure 1).
However, Orona took the approach of using a reduced-diameter wire rope coated in a polymeric sheath to avoid contact and wearing of outer wires and sheaves, while ensuring good traction capacity thanks to the high-friction materials (Figure 2). The company feels coated wire-rope technology gives it differentiating competitiveness benefitting from accumulated research since 2000. Orona perceives its results as including optimized narrow-rope loading, shaft configuration flexibility, safer overall wire-rope performance, and conventional inspection methods.
A deviation from the EN 81 standard,[2] however, is a barrier for all the untraditional suspension-means alternatives (Figure 3), requiring an intensive testing procedure to be certified. In most cases, belts or ropes, sheave or pulley diameters, and wire strength are outside the scope of EN 81, as under the European Lift Directive, the EN 81 harmonized norm only gives a presumption of conformity. However, such a system can be marketed after a risk analysis and external Notified Body (NB) testing procedure. NBs must certify that every essential health and safety requirement in the Lift Directive has been considered, and that the new suspension means offer at least an equivalent level of safety to that complying with EN 81. All that results in a Lift EC Type-Examination of a “model” lift (overall lift-type certification) and/or a suspension means certification under some lift operating conditions (EC Design-Examination of the rope).
The SDR
A solution for compact PM gearless drives certified by an external NB, when compared to conventional ropes, the SDR is based on a concept with higher strength, thinner wires having smaller strands; reduced-diameter rope; and a polymeric coating to ensure traction and avoid abrasion of the outer wires without the need of re-lubrication. The metallic part of the rope has a diameter of less than 5 mm and employs steel wires with a tensile strength greater than 2,800 N/mm2. The complete coated wire rope has a diameter of 6.5 mm and a minimum breaking load approximately 60% higher than that of a conventional rope of the same diameter. A polymeric coating giving a high coefficient of friction allows the use of semicircular grooves, resulting in low contact pressure between the rope and sheave, thereby reducing wear/abrasion of the internal wires. The reduced pressure and absence of the outer metal-to-metal contact leads to improved comfort in the lift car, with lower noise and reduced vibration. The SDR rope manufacturing follows a conventional rope-winding process, where a coating in the last production stage ensures correct adhesion to the inner metallic wire rope.
SDR Rope Testing and Certification
The new suspension means development required facing and solving new technological problems to the lift industry and long testing periods to ensure safety under any condition. For that reason, Orona decided to rely on Liftinstituut’s experience and international acknowledgement for its lift certification. Under Liftinstituut’s supervision, risk analysis was completed in accordance with ISO 14121-1 and ISO 14798. The main focus was on bending fatigue life and traction capacity, but noise and vibration issues were also considered critical. Additionally, several tests were designed to check SDR performance under such extreme and infrequent conditions as fire; sun and ultraviolet radiation; wind; high humidity; salty, rusty or sandy atmospheres; oil contact; low temperatures; and vandalism.
Since 2000, several MSc dissertations and PhD theses have been supported by Orona on the subject. The main results of these studies are published as journal or conference papers.[3-5] Liftinstituut monitored the extensive number of laboratory and full-scale tests carried out at Orona’s laboratory testing facilities, test towers and real lifts. Among all the accomplished tests, the most interesting and relevant are described below.
Fatigue Performance
Outstanding fatigue performance of the Orona SDR rope relies on the higher bending flexibility of its reduced-diameter metallic core. Inner wires perform as they do in conventional ropes, while the outer strands, in contact with the plastic sheath, will be exposed to a reduced and more evenly distributed contact pressure. Furthermore, thanks to the polymeric sheath, those outer wires will not suffer any abrasion over the traction sheave or deflection-pulley grooves. A small quantity of special internal lubricant reduces the internal wear and degradation of the smaller core wires in contact with the outer strands.
However, the thin wires can collapse due to contact with the adjacent wires, rope and pulley misalignments, severe shocks, overloading, unbalanced rope tensions, rope twisting and other undesirable conditions. The wire breaks are commonly concentrated within the contact area between the wires of the outer layer of the outer strands and core wires. In this case, the broken wires will eventually perforate the polymeric sheath. This is also a well-documented phenomenon, with discard criteria based on conventional inspection methods and applying a safety factor much stricter than that in the current standards. However, conventional rope construction, and, therefore, the SDR construction, inherently prevents the overall collapse of the rope as overstressed damaged areas are normalized (in even stress distributions) a few lay lengths from the damaged area.[6] This and the multiple roping are further reasons for the SDR’s safer performance.
The fatigue performance of the SDR suspension means was checked using different accelerated bending rigs. One (Figure 4a) is based on the bending-over-sheave (BoS) fatigue-test rig defined by Dr. Klaus Feyrer.[7] In this test, the rope supports a constant tensile effort and is bent over a deflection pulley. For extensive tests, the SDR had to withstand more than 4 X 106 bending cycles over pulleys with a diameter less than 160 mm and was subjected to a tensile force with a safety factor of approximately 8.
Other test rigs reproduced the exact working conditions of the rope in a real lift (Figure 4b): the rope passes over a traction sheave and two deflection pulleys simulating those present at the car or counterweight side, the rope travels with the same speed as in a real lift, and the T1/T2 ratio is simulated. The SDR solution supports more than 2 X 106 machine reversing starts with a safety factor of approximately 12 and T1/T2 ≈ 1.6. Eventually, the rope was operated repeatedly through more than 6 X 106 bending cycles.
Traction Capacity
The polymeric sheath contact on conventional cast-iron grooved sheaves showed high traction capacity under the most extreme conditions. Strong and intimate adhesion between the polymer and outer surface of the metallic part of the rope is reached to avoid detaching the sheath under high friction or slip conditions. The polymer-sheath friction life is much greater than the rope life. Even when slip occurs during upward car travel when the counterweight rests on the buffer, no significant wear or burning of the sheath occurs.
The SDR fulfilled all the conditions detailed in clause 9.3 of EN 81-1. These conditions were also checked in real lifts, because the design considerations given in Annex M are not applicable to the SDR. Additional tests were carried out to control the friction coefficient of the SDR rope running over a semicircular groove and ascertain the relative slippage of the traction sheave against the SDR for different T1/T2 ratio values.
Noise and Vibration
Other tests and calculations were also carried out to improve comfort in the lifts. That is why the SDR’s natural frequency is calculated along with those corresponding to the other components of the suspension system (machine, traction sheave and deflection pulleys) for all working conditions in different lifts. These calculations are compared with measurements carried out in real lifts (Figure 5).
The extensive risk analysis and subsequent overall test program resulted in Liftinstituut certifying Orona to use its suspension system by means of an EC Type-Examination for four new lift models, spanning 320-1600 kg in capacity and 1-1.6 mps in speed, as follows: NL 10-400-1002-035-20, NL 09-400-1002-035-21, NL 06-400-1002-032-14 and NL 04-400-1002-035-09. Additionally, the SDR wire rope itself was certified by means of an EC Design-Examination Certificate (A11/99CL0067 issued by AENOR) for lift replacement, modernization or refurbishment. These certificates are valid for MRL lifts, as well as traditional overhead applications.
SDR Performance in Real Applications
The SDR rope was conceived and originally manufactured more than a decade ago but only put into the market in 2003 after the most thorough testing to guarantee optimum rope performance. Since then, the rope has been improved and intensively tested for several tens of thousands of hours in laboratories and real lifts. More than 5,000 km of the CTP® rope has been manufactured by Brugg Lifting, which is also a manufacturer of the Otis belt. Furthermore, as the product has been installed in more than 20,000 lifts around the world, it has been observed in various locations over time.
The process of SDR deterioration is different from conventional ropes. Degradation is mainly produced due to the contact between adjacent wires (of two adjacent outer strands and/or between the outer strand and core), and, as a consequence, deterioration is not visible, except by progressive rope coloration (red to brown to black), which should never be taken into account when deciding on replacement. Coloring is only due to wear caused by fretting (repeated relative displacement and friction of pairs of wires in contact) that, after a few thousand cycles, yields a dust from wire surface degradation that, which in contrast to conventional ropes, is retained by the rope sheath. For these reasons, an improved version of the SDR with a nontransparent gray sheath has been planned.
The Liftinstituut-certified tests showed that, even under extreme loading conditions, the SDR always withstands a minimum level of reverse trips without any strength reduction. Therefore, a simple discard criterion, which forms part of the certificates, was agreed to consist of the maximum number of cycles or reverse trips. Consequently, this appraisal method is based on usage, where the lift controller gives a warning when the defined limit is approaching and eventually stops the lift if the warning is neglected. The defined limit of use gives the SDR a life expectancy equivalent to or greater than conventional ropes.
As for conventional ropes, translating the number of trips into time (in years) is not straightforward. The result depends on traffic volume, lift configuration, number of floors served, average travel height, car size, average operation time, etc. In any case, all the information related to the discard criteria is collected in detail in the instructions on lift maintenance provided with each lift employing Orona SDR systems. The instructions also note the SDR should be regularly inspected to prevent such situations as overloads, severe shocks, unbalanced rope tension, rope and pulley misalignments, rope twisting, broken wires, or cover damages. SDR spares are supplied by the regular Orona spares service under lift order identification.
Benefits
The main benefits of the SDR are safety, reliability, ride comfort, noise, stopping accuracy and environmental protection. Over conventional ropes, a further advantage is the ability to bring PM direct drives down to the sizes and costs suitable for competitive MRL gearless solutions in most applications, reducing operating costs and CO2 emissions. This combination can lead to fewer restrictions and more available space. Lighter ropes help in faster assembly, avoid rope-weight compensating means and reduce energy consumption by reducing overall system inertias.
Coated SDRs avoid metal/metal contact, resulting in a quiet and smooth ride, and the SDR lubrication solution gives a cleaner and more ecological environment with a longer life than conventional metallic ropes. Additionally, there is no wear on sheaves or deflection pulleys, which eliminates the need for maintaining these components.
The SDR is a competitive alternative to flat-belt suspension means, with a safer approach based on both the resistance to the overall collapse of stranded wire-rope constructions and the multiple roping system. Although the SDR differs from conventional ropes in its degradation mechanisms, no sophisticated degradation-monitoring systems are required to determine its deterioration state. Last but not least, small-diameter, circular-section SDRs offer greater flexibility and adaptability to shaft geometries in different lifting configurations, allow a more precise roping system for the expected applications and help ensure optimal loading conditions.
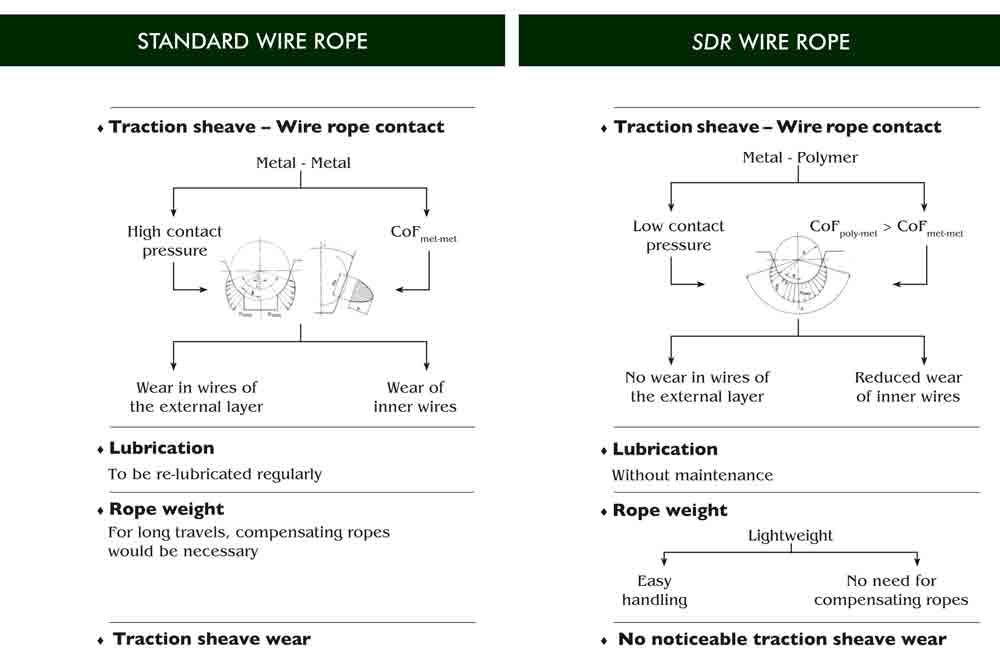
Figure 2: Advantages of SDR vs. standard rope 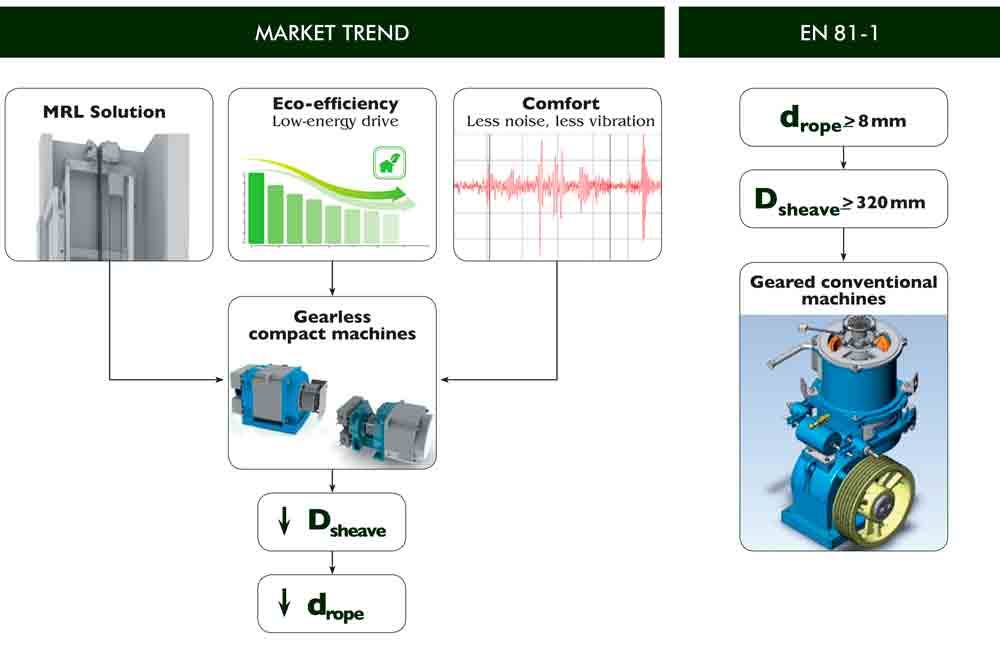
Figure 3: Market trend vs. the EN 81-1 standard 
Figure 4: BoS fatigue-test rig (a) based on the test rig defined by Feyrer and (b) simulating the working conditions in a real lift. 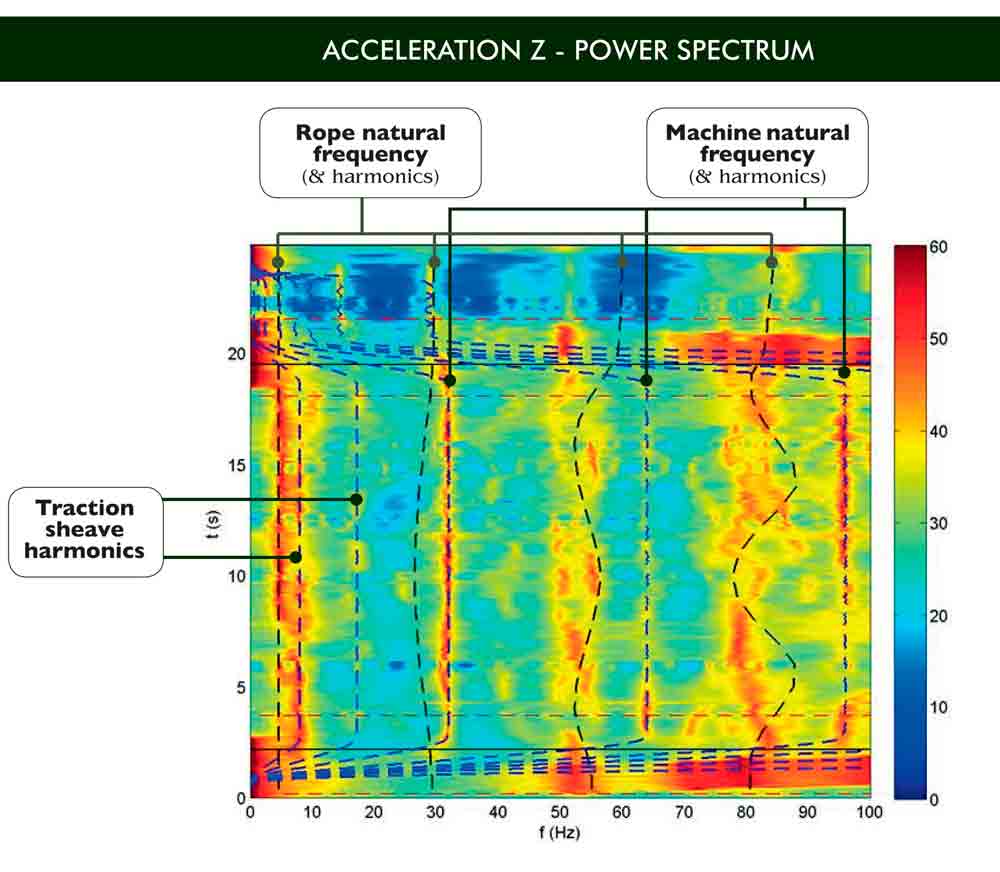
Figure 5: Natural frequencies calculated for the SDR rope, machine, traction sheave and deflection pulleys versus vibration spectrum in frequency/time/amplitude
References
[1] Otis website (www.Otisworldwide.com). About Elevators (accessed May 14, 2012).
[2] EN 81-1, 1998. Safety Rules for the Construction and Installation of Lifts – Part 1: Electric Lifts.
[3] Urchegui, M.A., Hartelt, M., Klaffke, D. and Gómez, X. “Laboratory Fretting Tests with Thin Wire Specimens.” TriboTest, vol. 13, no. 2, 2007, pp. 67-81.
[4] Urchegui, M.A., Tato, W. and Gómez, X. “Wear Evolution in a Stranded Rope Subjected to Cyclic Bending.” Journal of Materials Engineering and Performance, vol. 17, no. 4, 2008, pp. 550-560.
[5] Usabiaga, H. and Durville, D. “A Finite Element Approach for Modelling Wire Ropes,” OIPEEC Conference ‘09: Innovative Ropes and Rope Applications, OIPEEC, 2009.
[6] Evans, J.J., Ridge, I.M.L. and Chaplin, C.R. “Wire Failures in Ropes and Their Influence on Local Wire Strain Behaviour in Tension Tension Fatigue.” Journal of Strain Analysis for Engineering Design, vol. 36, no. 2, 2001, pp. 231-244.
[7] Feyrer, K. Wire Ropes: Tension, Endurance, Reliability (1st Edition), Springer, 2007, pp. 400.
Get more of Elevator World. Sign up for our free e-newsletter.








