Vertical Equipment Maintenance : A Critical Safety Task
Oct 2, 2023
by John W. Koshak
Abstract
The Safety Code for Elevators and Escalators in the U.S. and Canada, ASME A17.1/CSA B44, includes Section 8.6, the Maintenance, Repair, Replacement and Testing section. It applies to all new and existing equipment to ensure maintenance is performed on critical components of vertical equipment to reduce hazard. It prescribes a Maintenance Control Program (MCP), a documented set of maintenance tasks, procedures, examinations, tests and records to ensure that equipment is maintained in compliance with the requirements of Code. It requires establishing the intervals between performing a maintenance task, recording maintenance performed, recording repairs, replacements, alterations, call backs, oil loss and several other items. Authorities Having Jurisdictions (AHJs) in the U.S. and Regulatory Authorities in Canada (RAs) require owners to provide and follow MCPs. This paper details the Code and a system that fully complies with these requirements, eMCP.
1. Maintenance Required by Code
Unlike any other elevator standard in the world, the harmonized elevator safety code in the U.S. and Canada, ASME A17.1 (ASME, 2022), incorporates prescriptive maintenance requirements into the retroactive section of Code in Section 8.6. Maintenance is a process of routine examination, lubrication, cleaning and adjustment of parts, components and/or subsystems for the purpose of ensuring the unit’s performance complies with Code requirements. This would provide the most assurance of hazard-free operation.
An MCP must provide a list of necessary work items to be performed, a place to record the completed work and the records of completion made available to persons trained in the construction, maintenance, repair, inspection or testing of vertical-transportation (VT) equipment, which includes AHJs/RAs — Inspectors. It requires the maintenance company’s elevator personnel to do something — for example, examine, test, clean, lubricate and adjust applicable components listed in the Code. The Applicable Components are a Code-defined list of components that historically have caused hazards when they fail to perform their safety function when demanded, typically due to lack of maintenance. It also specifies that any special procedures defined by the maintenance company or manufacturer also be provided in the MCP. These might include Safety Integrity Level (SIL) devices or unique products that vary from traditional elevator equipment.
It cannot be overemphasized that eliminating the hazards of VT equipment is of foremost importance. The hazards associated with our equipment are clear, and any failure that causes harm must be considered a failure of our industry to provide the necessary time and training to perform maintenance. The importance is evidenced by design requirements that are clearly improving safety; failures, in this author’s experience, are generally on the maintenance side. Further evidence of the importance of preventing incidents is indicated by 36 states requiring mechanic licensing. This includes mandatory formal training, an
apprenticeship program lasting a minimum of four years and annual Continuing Education (CE) varying between 8 and 10 h per year. In addition to mechanic licensing, one province in Canada (Alberta) has determined that if it provides the mechanic training, the effectiveness of the training is improved, and quality is controlled. Finally, the importance was also indicated by the addition in Code of this stringent MCP prescriptive language altogether starting in 2002.
2. Maintenance Visits
When visiting a unit, mechanics may discover noise due to component degradation, smoke from overheating components, high temperatures in the machinery spaces, vandal damage or dirt/debris accumulations indicating housekeeping is necessary. Once found, defects must be corrected. Additionally, specific manufacturers’ recommended items must be maintained. These scheduled maintenance tasks must be defined, and the work detailed to mechanics.
Examination of the units will reveal problems simply by being in proximity to the equipment; seeing a problem and taking the appropriate action should be the standard procedure. In addition to making replacements or adjustments when observed and needed, the necessity to perform maintenance per the MCP procedures provided in training and documentation is essential. Repeating these tasks may seem redundant based on the mechanic’s experience, but absent the procedures, important ones can be overlooked. Therefore, the Code requires the MCP include, but not be limited to, the required tasks, procedures and tests for applicable components. Where any of these are changed, they must be updated in the MCP. Knowing what to do is critical, both in experience and by training to the written procedures.
When the mechanic is NOT in proximity to the unit, they cannot make any determination of the current condition of the unit or make any observed repairs, and typically problems begin to occur. This practice leads to call back maintenance — only visiting the unit when the customer has experienced a problem and calls the maintenance company to come back and correct the reported issue. This is a terrible practice and is sometimes justified by some maintenance companies as a valid maintenance program; however, this practice is universally criticized by consultants and owners.
In addition to finding and correcting problems, specific maintenance tasks are to be performed at identified maintenance intervals. Intervals are the specified period between the performance of a specific maintenance task. As a common practice, the complete set of intervals are typically predetermined for a year, dividing them into months of a year. It was past practice, until the mid-1990s in the U.S. and Canada, to visit units at least monthly to assure degradation of components was not occurring in between maintenance visits. Today, intervals are being extended more and more by major companies. Most successful maintenance contracts are visited monthly, performing different maintenance tasks; this is commonly practiced by independent maintenance companies. Successful meaning a low number of call backs, no injurious incidents, equipment longevity and satisfied customers.
The success of a preventive maintenance system (keeping the units optimally performing with the minimal hazard) is based on the frequency of visits, not necessarily the interval between maintenance visits alone. For example, a maintenance company can claim 120 tasks are all required to be performed bi-annually but visit the unit only twice a year, doing 60 tasks in one visit, as opposed to having 120 tasks to perform and performing 10 tasks each monthly visit. The interval between tasks is addressed in Code by establishing metrics to establish the proper interval by analyzing several criteria — age, condition, accumulated wear, design and inherent quality, usage, environmental conditions, improved technology and other special considerations — per applicable component.
While some applicable components may only need an annual maintenance task, some applicable components require monthly tasks to assure continued Code compliance – that they are operating correctly, working safely, lubricated as required, not degraded or degrading and, based on training and experience, not going to fail (potentially causing hazard) before the next maintenance visit.
Changes in maintenance practices — going to quarterly and bi-annual visits — by major companies since the 1990s, have resulted in mandatory Code maintenance requirements due to these poor maintenance practices. Claims such as relying on “Maintenance-Free” components, “Remote Monitoring,” and “Predictive Maintenance” to extend the interval, have sadly crept into the maintenance marketplace. Experience has shown that equipment deterioration of components that leads to failure and injuries is less likely to occur if the job is visited more frequently.
Even with a Code-mandated MCP adopted in every jurisdiction in the U.S. and Canada, there are current company practices that still fail to follow the letter or intent of the Code, and equipment in the U.S. and Canada is deteriorating at an alarming rate. These company MCPs appear to assume nothing will “likely” go wrong, and if something does, it “likely” will not create a hazardous condition and won’t cause injury. This is not the case; accumulations of debris (lack of housekeeping), water leaks into the hoistway and onto equipment, leaks of equipment lubrication, lack of lubrication of wearing components and brake pad wear have led to injury incidents when intervals between visits get excessive, in some cases, more than one year between maintenance visits.
These bad practices do not consider environmental conditions that require housekeeping to assure the applicable components are not degrading faster than expected. They don’t consider usage: more operations per day than other units. They don’t consider age and quality of equipment. In short, these bad practices do not consider the Code requirement to consider for these metrics. These practices are leading to early equipment failure, increased hazardous incidents, reduction in mechanic morale and customer dissatisfaction. These practices are exacerbated when the mechanics are not trained on the equipment they are charged to maintain.
3. Quality of Maintenance
The quality of maintenance can be measured in objective and subjective ways. Objectively, it can be measured by consultants visiting the building and evaluating the condition of the equipment, getting feedback from the customer/owner/users, measuring the rates of call backs and measuring key performance indicators, such as brake-to-brake time, door times, equipment noise and ride quality. Subjectively, it can be measured by the longevity of the unit, early replacement of major components and more frequent repair of components. How long the equipment should last is debatable; however, what is not debatable is that proper housekeeping will always increase the lifespan of all equipment, is the hallmark of good maintenance and is also considered necessary maintenance by industry standards in the U.S. and Canada.
When the equipment operation becomes inconsistent, misuse call backs typically increase due to user frustration when the unit performs incorrectly and can also be used as a metric to determine maintenance efficacy. As users hear new noises, feel new vibrations and wait excessive times for the unit, they become impatient and may take out their frustration on the equipment. There is no doubt that equipment allowed to wallow in debris, machines allowed to leak lubricant and exposure to a dirty environment all reduce the life of the equipment and introduce hazards to users; this must be prevented.
Components degrade faster once the degradation process starts, and when left to operate for months at a time without a maintenance visit and housekeeping. For example, when not visiting a job for several months, the gibs may degrade to the point they wear through the nylon material, damaging the mounting means. The steel frame then wears to the point it allows hoistway doors to swing into hoistways with little or no force — an extremely hazardous condition. This exposes users to horrible falls into the hoistway.
Allowing driving machine components to leak lubrication and degrade to the extent they require replacement exposes the hazard of mechanical failure. For example, a failed escalator gearbox allows the escalator to overspeed with passengers on it. The failure of a brake relay to pick the brake will lead to loss of braking force, and the elevator will move with the doors open, uncontrolled. All these conditions have occurred. Not visiting monthly is bad maintenance in any sense, and this practice has proven to be very hazardous.
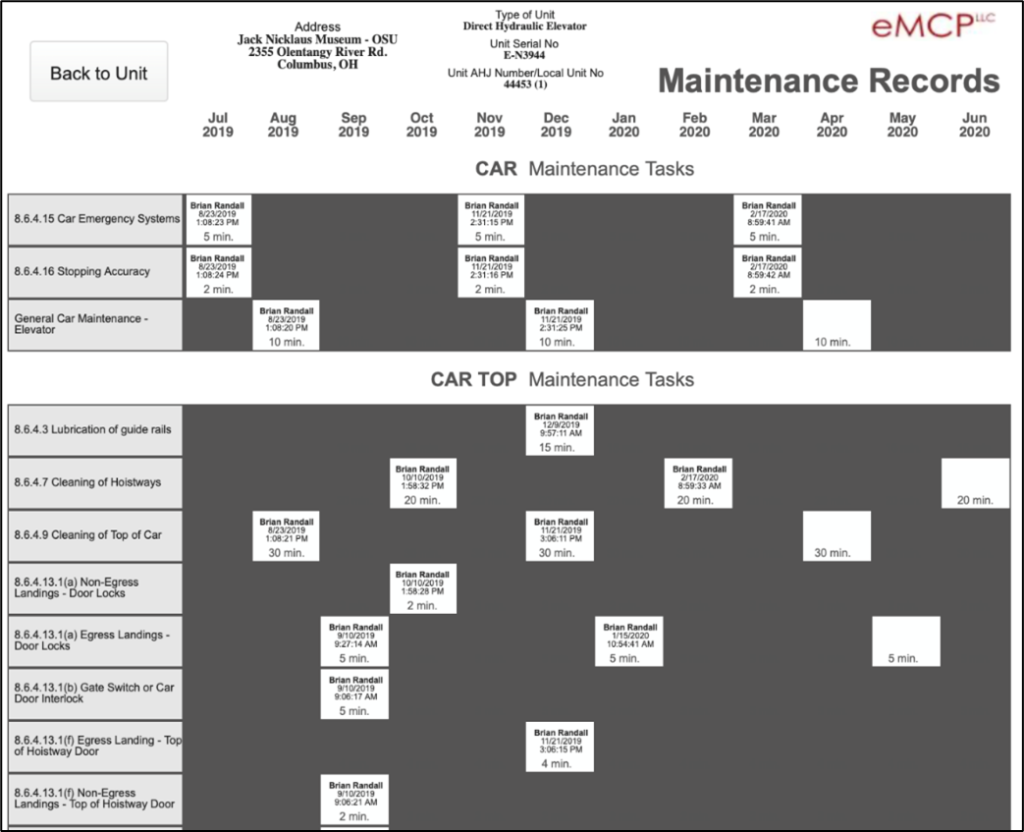
Figure 1: Typical eMCP Web portal display page (MCP, 2023A)
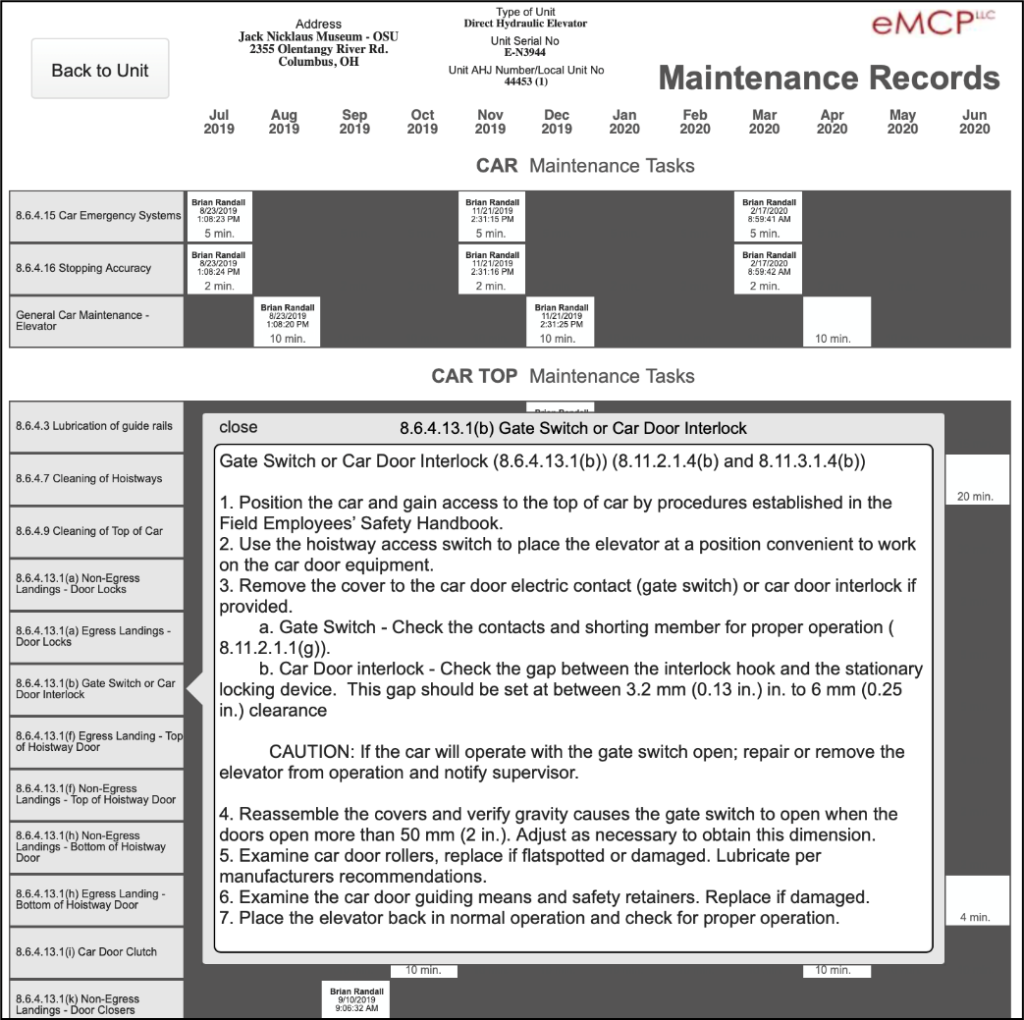
Figure 2: Task procedures are displayed on demand — Web portal (MCP, 2023A).
Moving and wearing components in any system will degrade when no housekeeping is performed; hence, the Code is replete with housekeeping requirements. When the frequency of visits is reduced, these wearing components will ultimately cause a vibration in the car, resulting from a decaying roller-guide wheel, for example. When the roller is not replaced upon seeing its cracking and drying out, the roller further degrades, shedding material. Then, an elevator begins clipping door locks, or an escalator step can come in too low, exposing the underside of comb teeth. These conditions have occurred; they have been occurring for a century or more, yet we still see infrequent intervals being practiced. These hazardous incidents should never occur in the marketplace.
In an attempt to ensure maintenance is performed on all applicable components, the Code requires identifying each applicable component on a chart by its requirement number and requires a record to indicate the tasks are completed and the records made available for five years. A check chart alone does not fulfill the MCP requirements. Maintenance tasks and procedures must be written and available to elevator personnel trained on the procedures; these are not on a check chart. They must be provided either in a book or available in the controller or accessed with a handheld device, as is now becoming a custom practice.
Importantly, supervision of the mechanic should be mandatory to assure the tasks are, in fact, being performed. Visitation and evaluation by a supervisor ensure the work is actually completed and are also necessary, unfortunately, practices that are too infrequent.
4. Records
The Code requires maintenance records to be retained for five years. These include the maintenance, call back, testing, repair, replacement, alteration and other records. Examples of these include:
Oil additions to be logged and where the lost oil went
Firefighters’ Emergency Operation (FEO) monthly checks
Special SIL-rated devices conforming and listed to IEC 61508 Programmable Electrical
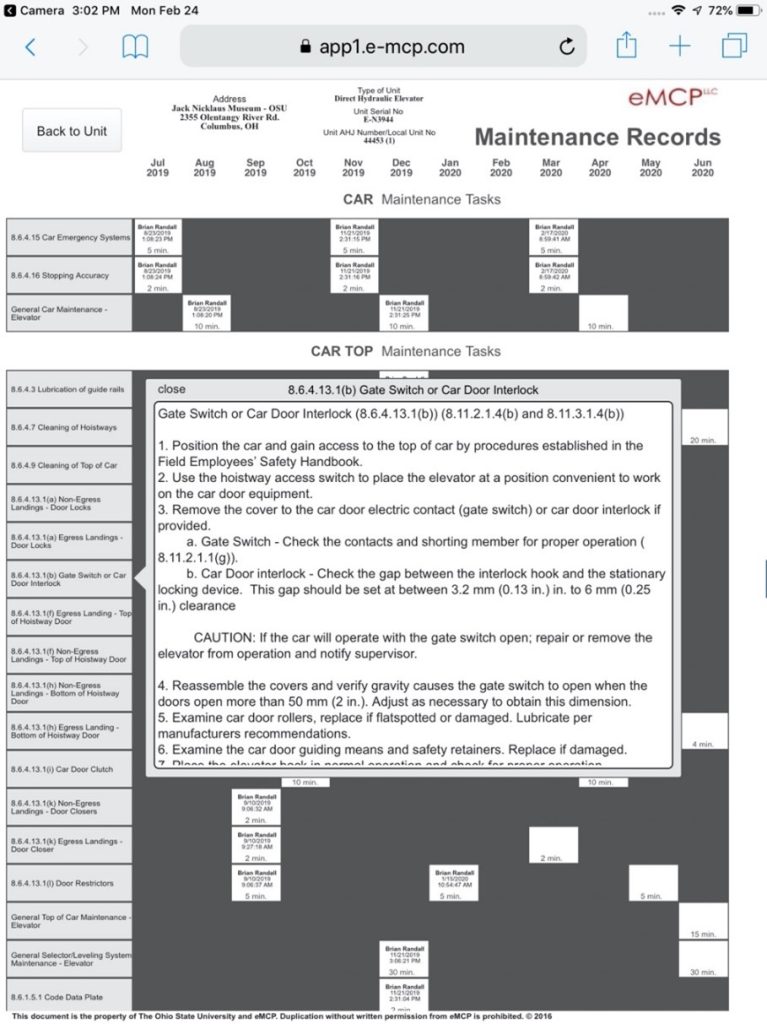
Figure 3: Task procedures are displayed on demand — Smart device portal (MCP, 2023A).
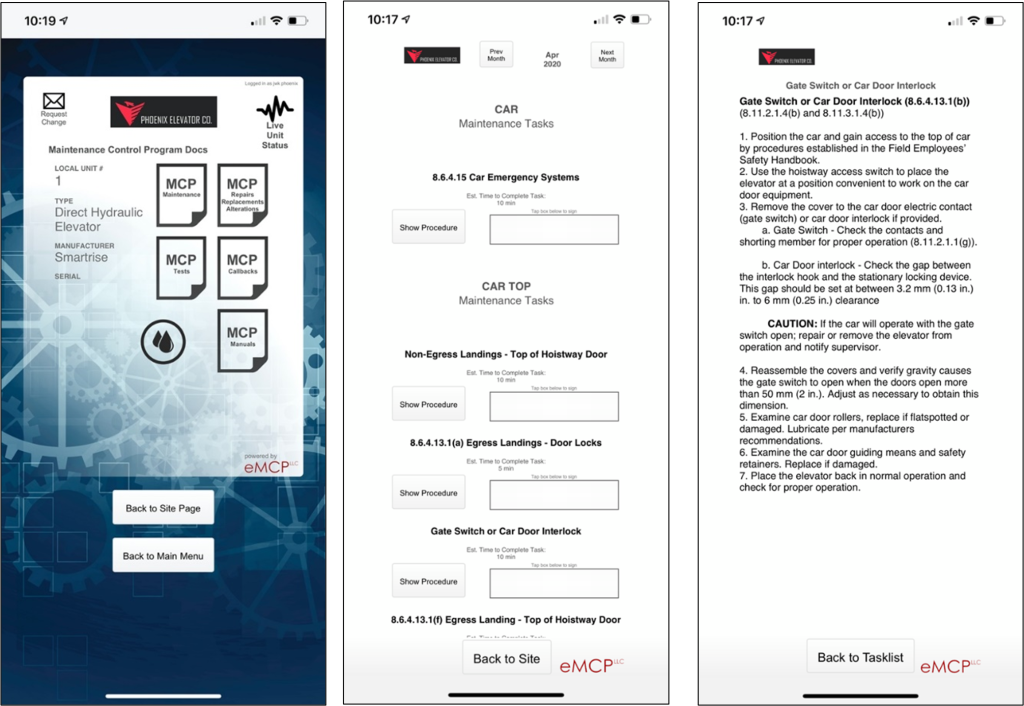
Figure 4: Left: unit screen; Middle: unit task list; Right: displayed procedures portal (MCP, 2023A)
Electronic Systems in Safety Related Applications for lifts testing or maintenance procedures (IEC, 2010)
Cleaning procedures of glass hoistway (well) enclosures
The intent of the Code is fully realized when the maintenance procedures are provided to the mechanic, the tasks and tests are completed and recorded, and the records are retained and accessible for five years. Not all the records are required to be kept on paper. The Code permits most records to be maintained electronically, provided clear instructions and unfettered access to complete records are provided. There are specific requirements for records to be available on-site.
The methodology of any maintenance and recording system can be debated; however, the framework and records requirements are not debatable. Given the very prescriptive details of the necessary records required by Code, the compliance of any system can be determined by those knowledgeable of the requirements. This article illustrates compliance of one such system, eMCP, as an example.
5. Minimum Requirements for an Electronic MCP
To ensure maintenance is completed, maintenance recording systems that provide full transparency would solve many of the shortcomings of many MCPs in the marketplace. Non-transparent MCPs have the properties that they are not easily accessible, have incomplete information available, are not readily verifiable and allow mandatory tasks to go uncompleted and unnoticed. For example, many web-accessed systems show what was done, but neglect to show what was planned to be done but was not. This is not transparency; it is obfuscation. Many MCPs fail to meet the Code’s literal requirements and the clear intent to identify the interval of all tasks, record when all the tasks are completed and by whom and having the records available to verify at a later date.
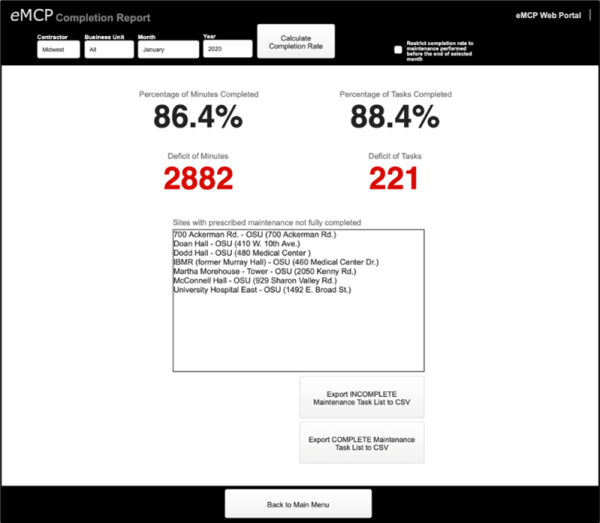
Figure 5: Completion data displayed on demand – Web portal portal (MCP, 2023A).

If owners, maintainers and AHJs/RAs could see the same information, in real time, they could quickly and correctly estimate the status of maintenance. Figure 1 is an annual view of maintenance completion of one unit from a project with 599 units. The project is maintained by five different maintenance contractors using eMCP.
The status of complete and incomplete maintenance is displayed to owners, maintenance companies and consultants when a system to record the completion of the work is secure and then made available on any web browser, at any time. Here, maintenance work is identified by task and frequency (interval) and provided with an expected time to perform the task. The goal is to complete 100% of the work contracted to be performed. A contract penalty can be incurred by the maintenance company when incomplete maintenance is exposed at month’s end. This measure alone motivates maintenance companies to perform all the tasks if transparency shows all the work completed.
6. Procedures
The Code also requires the maintenance procedures, an instruction or sequence of instructions for performing a specific task be made available to elevator personnel so there is no doubt what is to be done to components. Using smart devices such as iPhones and iPads, displaying the procedure is easily done by simply tapping a task in the leftmost column when running the eMCP App or on the web portal as seen in Figure 2. Other MCPs provide procedures in the form of proprietary manuals or with proprietary software controlled by the major companies.
Any maintenance system must provide the mechanic access to all the required tasks and procedures. eMCP provides all the code-required procedures with the touch of a screen.
7. Inputting Data
To assure the security of the input completion data, the smart device, used to sync information, is assigned to a mechanic with login and password protection. The person who owns or uses a company-supplied device is the only person who can log completion of work with eMCP.
Mechanics carrying smart devices log in and are shown the sites they are authorized to see. Going to a site (building) lists the units located there, selecting the unit brings up the unit screen, shown in Figure 4 left.
Touching the eMCP Maintenance icon opens the task list shown in Figure 4, middle, for the current month. It allows going back and forward one month. This screen is from an iPhone; the iPad screen is larger, and the layout is different, but not the information.
Providing an icon to display the specific procedure is available to the mechanics, even when not connected to the internet. Touching the icon opens the text of the procedure; there are no limits on the size of the text file. Where images are required, there is a “MCP Manuals” icon where these files can be called up.
The Code requires procedure to be made available; this is clearly where they are needed: when the mechanic is on the job about to do the task on the unit. When these tasks are completed, the smart device syncs to the eMCP servers and the data is then immediately available for viewing. Only the logged-in mechanic can add their name to the completion task. The web portal can only display data already input by mechanics.
If a task is lengthy or complicated, eMCP can provide specific PDF documents that relate to the unit and display them on demand. As an example of an available document, Elevator World, Inc. has provided permission to have the Elevator Industry Field Employees’ Safety Handbook (EW, 2020) as a reference in eMCP, which is available to every mechanic. This reference can be opened any time it is needed, regardless of Wi-Fi signal or cell signal strength; the entire program is inherent in the smart device when synced.
Manuals for door operators, driving-machine brakes, controllers or any document can be added and accessed while the mechanic is at the site without internet access, provided copyright permissions are granted or no copyright applies. In some cases, these can be drafted by eMCP.
Procedures can be added, modified or edited at any time by eMCP and, upon daily syncing, are provided to the mechanic. Special procedures and/or other components can be added to the eMCP system to have a complete procedure for the mechanic’s availability.
8. Transparency and Access to Data
Viewing eMCP data by an owner, contractor or AHJ/RA is available through a dedicated web portal provided by eMCP. The information should be straightforward, easy to interpret and provide the most information at a glance. When more detailed information is required, a report is also available to be printed at any time. For example, midway through the month, the data should show approximately half the tasks were completed to verify the job is on track and the maintenance is being completed. Past months should also be available. Figure 5 shows the report screen on the web portal. With filtering, selecting data is easily organized for display. Contractors could use this tool to monitor the work and the individual site or unit.
Unfettered access to view the maintenance records with eMCP is through a dedicated web portal with login and password access, or a link to the URL via an eMCP coded number or QR code shown in Figure 6. This is an adhesive plastic sticker eMCP provides for every unit using the eMCP system. They are typically located on the mainline disconnect or controller, visible when the controller doors are closed.
Using a QR code, links to the unit’s records are provided for on-site access with a smart device with a QR reader. When anyone in the machine room wishes to access the records, the accessed data will display the same as seen on the dedicated web portal. If a QR code reader is not available, eMCP also provides a unique code that can be entered into the website at e-mcp.com/records. Again, the same information will be accessed and displayed as required by Code. Where more than one year of records has been recorded, all years can be displayed one at a time.
Call backs, repairs, alterations, replacements, Category 1, Category 3 and Category 5 testing, oil logs and monthly Firefighters’ Emergency Operation checking are all recorded into the mechanic’s smart device and can be viewed through the web portal. The premise of the eMCP system is that only work performed by a mechanic can be added through their smart device and web-portal access can only display the information — not enter or change any data. This is the check and balance to ensure work recorded as being performed is tied to the smart device, which is tied to each approved mechanic who logs in and uses their smart device to record the work done.
9. Analysis of Intervals
The Code specifies the intervals must be based on equipment age and accumulated wear, design and inherent quality of the equipment, usage, environmental condition and approved mechanic. These metrics and their considerations require analysis to organize the tasks and intervals.
Getting this data is complex in nature, but simple to implement using the intuitive power of smart device patent-pending algorithms and properly designed MCP systems. To start, in order to determine the intervals and the components involved, a survey of the equipment is required. eMCP has a survey input subsystem that then goes through the patented, US$11.4 million MCP algorithm to generate the MCP, the components, the appropriate tasks and procedures, the schedule displaying the intervals and relevant category tests. The survey prepares the smart device for input completion of maintenance, call backs, tests, etc.
The survey is generally looking at the conditions that affect the amount of maintenance required. By simple comparison, if you drive your automobile 15,000 km per year, you do not need to change your oil as frequently as you would if you drive 150,000 km per year. We change our oil and filter to eliminate dirt, metal particles and acids that have accumulated in the oil to prevent engine damage. We should also consider the environment we drive in — humidity, dust, temperature, etc. For example, if the automobile is in humid Miami, Florida, dry and dusty Phoenix, Arizona, or frigid Thunder Bay, Canada, the engine is exposed to different environments and conditions may may require different maintenance intervals and lubrication.
The survey must consider the conveyance basics: traction, hydro or escalator, number of landings, openings, type of suspension, etc. Once the components required in section 8.6 are identified, the overall conditions are evaluated relative to the Code required metrics including age, usage, environment, condition, quality, etc.
The Code is requiring in words the same evaluation made when a maintenance company is asked to look at a site on which to bid maintenance. You visit the job, open the machine-room door, view the equipment and either see clean, familiar equipment or filthy, old and/or unfamiliar equipment. The latter conditions invariably require more maintenance and/or more frequent visits to bring the site up to a standard of cleanliness and correct operation.
Establishing the intervals must be the foundation for maintenance. In years past, the simple rule of 1 h a month for a hydraulic elevator was adequate with a relay controller in a relatively dry, clean environment. However, if this same elevator were in a sugar refinery, the cleaning demand from the dirty environment alone would require much more than 1 h. If a survey system could determine the actual time needed, bidding would be simpler and justified, as opposed to guesswork or averaging the whole inventory to take a loss on some units, while profiting excessively on others. Because of the safety hazards involved, the Code has established it must be determined that each unit has an adequate amount of time to assure the applicable components are operating to Code requirements. These intervals and duration to perform tasks must be considered in any MCP.
10. Conclusion
Use of a transparent eMCP on a project with 599 units has reduced the call back rate significantly. It eliminated elevator equipment failure and reduced injury incidents to zero. The door forces are routinely adjusted and door impacts minimized, where previously erratic door operation, noisy operation and excessive kinetic energies and closing forces were common. These improvements are the direct result of a monitored and transparent MCP.
The premium costs of the high number of call backs, extra repairs due to deteriorating equipment and user dissatisfaction causing equipment misuse led to a total cost of VT that is now significantly lower using eMCP. The maintenance cost alone was higher because the owners were constantly bombarded with low bids, leading to contractors reducing labor, leading to degradation of equipment and higher call back rates.
Properly designed MCPs reduce hazards, provide adequate time for professionals to perform and be proud of their work, improve efficiency of the equipment and impress users with smooth operating equipment.
References
[1] ASME (2022). ASME A17.1-2022/CSA B44:22, Safety Code for Elevators and Escalators. ASME, the American Society of Mechanical Engineers. ANSI. [2] EW (2020). Elevator Industry Field Employees’ Safety Handbook. Elevator World Inc. [3] IEC (2010). IEC 61508: 2010, Functional safety of electrical/electronic/programmable electronic safety-related systems. IEC, the International Electrotechnical Commission. [4] MCP (2023A). Maintenance Control Program (MCP). Accessed 2023 e-mcp.com/site [5] MCP (2023B). Accessed 2023 e-mcp.com/records
John Koshak entered the elevator industry in 1980 in San Francisco, rising to adjuster for Westinghouse, adjuster and supervisor for Dover Elevator and service adjuster and route mechanic for Amtech Elevator until 1997. In 1996, he patented and developed the LifeJacket and elevated to vice president of Technical Support for Adams Elevator Equipment Co. In 2001, he joined ThyssenKrupp Elevator in a research and design capacity and then as director of Codes and Standards. In 2008, he went full time into his consulting firm, Elevator Safety Solutions, LLC. In 2016, he founded eMCP, LLC to provide code compliant MCPs for owners and companies.
He holds several U.S. and foreign patents, has authored two books, a novel in 2006 (The Pool Manager) and a technical book on the MCP in 2010 (Maintenance on New Equipment Designs), and has authored three Certified Elevator Technician (CET) Courses: Course 7, Unit 13, Construction Wiring, Equipment; Course 8, Unit 14, Hydraulic Theory and Installation; and Course 6, Traction Theory, Maintenance, Testing, and Safety. He has authored more than 30 articles, including seven CE articles for ELEVATOR WORLD. He is approved as an instructor in several states, providing code education for CE for mechanic licensing.
He is currently a member of the ASME A17 Standards Committee, and a member of several ASME, CSA, UL and ANSI Committees. He is a NAESA Certified Elevator Inspector, C2346 and Instructor. He is currently a member of the Board of Directors for EW. He was formerly president of the International Association of Elevator Consultants (IAEC), a member of the NAEC Education Committee and the NAEC Board of Certification for the CET education program, chairman of the NAEC Codes and Standards Committee and chairman of the Elevator Escalator Safety Foundation.

Get more of Elevator World. Sign up for our free e-newsletter.
![]()







![]()