
Your authors explore the basics of rope development and answer frequently asked questions about rope lubrication.
by Dr.-Ing. Ernst Wolf and Dr.-Ing. Andreas Franz
Value: 1 contact hour (0.1 CEU)
This article is approved for Continuing Education by NAEC for CET® and CAT®.
EW Continuing Education is currently approved in the following states: AL, AR, FL, GA, IL, IN, KY, MD, MO, MS, MT, OK, PA, VA, VT, WV and WI. Please check for specific course verificationof approval at www.elevatorbooks.com.
Learning Objectives
- After reading this article, you should have learned:
- All steel wire ropes used in a lifting application should be periodically checked for equal tensions.
- All steel wire ropes used in a lifting application should also be periodically checked for the level of lubrication present in the ropes.
- The level of lubrication may vary, but elevator ropes must have lubrication reapplied in a controlled manner if it is found to have dried out.
- If the lubrication is not enough, wire ropes could be damaged; if the lubrication is too much, the effectiveness of traction could be affected.
- After re-lubrication, the elevator must execute several complete round trips and be observed by a technician.
Rope Development for Elevators
Today, more than ever before, buyers around the world expect elevator ropes to offer long service lives while, at the same time, available at competitive prices.
Gustav Wolf produces steel wire and wire ropes at sites in Germany and abroad. Elevator ropes account for no insignificant part of the firm’s manufacturing output. A variety of equipment is available for on-site testing of wire and ropes. Included here are bending endurance testing units with up to six test pulleys. It was against this background that the service lives of various rope designs were examined, to the customers’ benefit, by identifying cost-favorable alternatives to previous designs.
Elevator Ropes – State of the Art
Normally used in elevator engineering are steel wire ropes in an 8×19 Seale or 8×19 Warrington design, with fiber cores in each case. The selection of the rope will depend on the use conditions. Variation options are presented by differing rated strengths for the outside wires (1180N/mm2, 1370N/mm2, 1570N/mm2 or 1770N/ mm2). To handle unusual circumstances, one may also use special ropes with nine strands and an all-steel core, or double parallel-lay rope.
One may differentiate between two fundamentally different situations in the use of elevator ropes: the ropes are either used as replacements (i.e., they are installed in preexisting lifts), or they are used for new lifts. In the latter case, the engineering for the lift and its ropes can be attuned precisely one to another, thus optimizing the system as a whole. In the event of replacements, by contrast, the rope tensile force, referenced to diameter, is a given. It is possible to implement only minor variations while staying within the fixed constraints.
Compacting Elevator Ropes – Will This Work in Practice?
As compacted ropes are used in crane engineering, it seemed plausible to examine their suitability for elevator construction.
It is generally known that both complete ropes, or the strands alone, can be compacted by applying any of a number of processes such as drawing, hammering or rolling. During such processes, the shape of the wires is changed, but the metallic cross section remains the same. The rope or the strands are compacted.
Outside wires with larger diameters are used to avoid the rope falling below the required diameter after compaction. One further result is that the compacted rope exhibits a greater metallic cross section than a comparable, non-compacted rope. Moreover, the pressures exerted during compaction will smooth the surfaces of the individual strands.
Objective of the Investigations
As regards ropes with fiber cores, the intention was to determine whether compacting the strands would, in and of itself, extend the rope’s operational life. Further aspects considered in testing were stretch properties and the influence of the greater metallic cross section on service life. Moreover, it was to be determined whether the strands, as a consequence of compaction, are more resistant to transverse pressures.
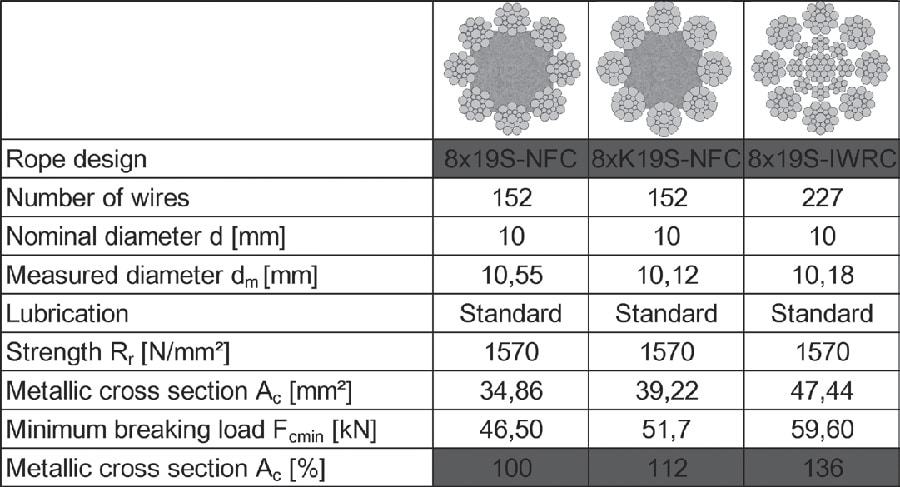
Selection of the Test Ropes
Three types of ropes were selected for examination. Tested in addition to the standard 8×19 Seale rope with fiber core (8x19S- NFC) were an identical design with steel core (8x19S-IWRC) and a compacted rope with fiber core (8xK19S-NFC). The exact rope diameters are listed in Figure 1. The limitation to standard designs was deliberate so as not to lose sight of the manufacturing costs.
Description of the Tests Conducted
Endurance Bending Tests
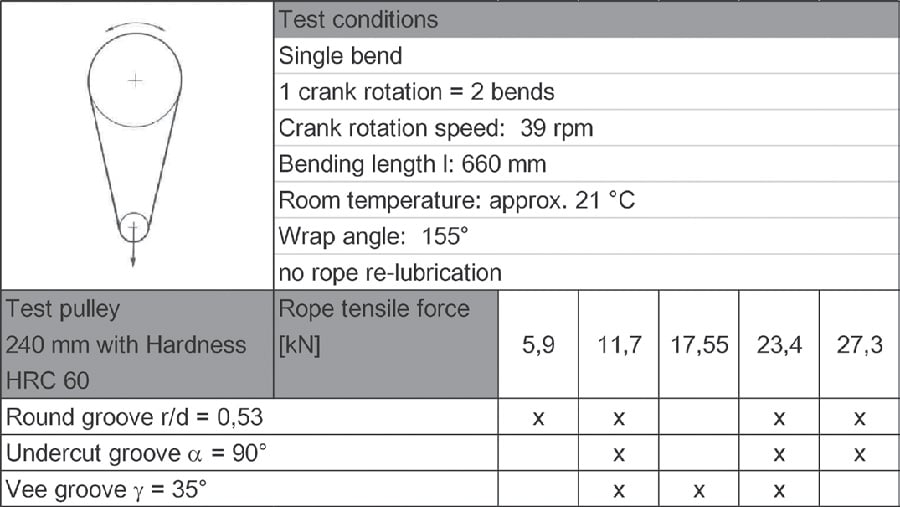
Endurance bending testing was conducted following the test methods described by the Institute of Mechanical Handling and Logistics at the University of Stuttgart. The bending segments were defined as per the rules for testing promulgated by the Organisation Internationale Pour L’etude De L’endurance Des Cables (OIPEEC). All test ropes were loaded at identical tension in each testing horizon. Testing was effected at three different test pulleys (round groove, undercut groove and V groove) at a D/d ratio of 25, with five different rope tension levels (Figure 2). The ropes were installed with the factory lubrication and were not relubricated.
Rope Diameter
Changes in rope diameter were tracked during bending testing. The diameter was measured each time a certain number of alternations, specified in advance, had occurred.
Rope Stretch
Stretch testing was conducted at between 7.3% and 8.3% of minimum breaking load. Thus, the stresses occurring in the elevator due to the application and relief of loading were simulated. The first, second and 10th loads were recorded.
Test Results
Number of Bends to Break in Comparison with Earlier Trials
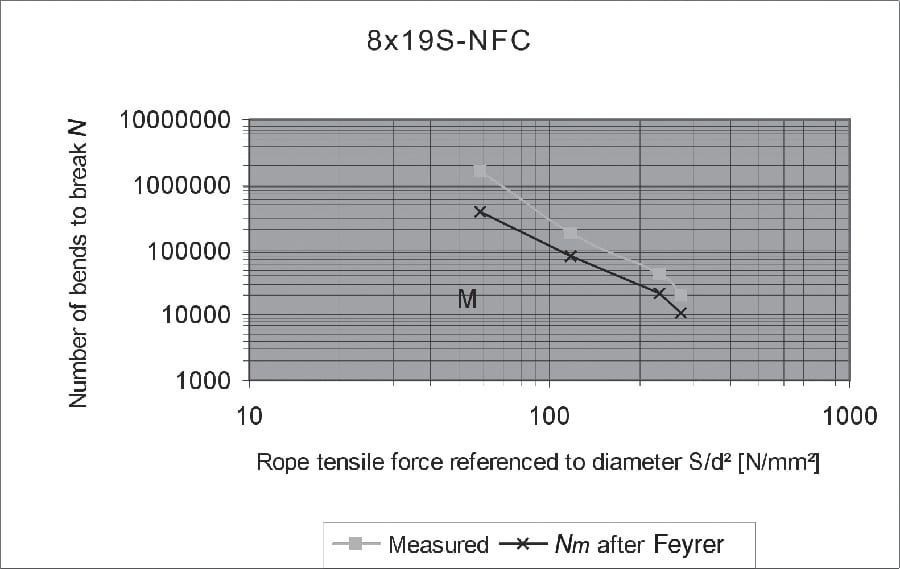
A total of 47 endurance bending trials was conducted. Compared in Figures 3-5 are the test results, with values calculated as per Feyrer’s formula.[1] Calculation was made for the mean number of bends to break Nm.
Figures 3a and 3b show the measurement results for the round groove. Figure 4 depicts the results for the V groove, while Figure 5 shows them for the undercut groove.
As was expected, the test results for the ropes examined were significantly higher than the number of bends to break (calculated after Feyrer). The reason is that Feyrer’s formula is based on a multitude of tests, and the test population also included ropes with very low values for the number of bends to break.
In the undercut groove, the loading level of 280N/mm2 appears to already lie beyond the Donandt point.
Number of Bends to Break as a Factor of Pulley Parameters
The non-compacted rope with fiber core (8x19S-NFC) exhibits considerably poorer results when used in conjunction with the
undercut groove and the V groove compared with the round groove (Figure 6). The service life in the V groove and the undercut groove falls to one-fourth or even one-sixth of the service life with the round groove. Woernle found similar results at relatively high tensions.[1]
The rope with the steel core (8x19S-IWRC) also shows the best results with the round groove (Figure 7). The absolute number of alternating bends – with the round groove and for a load level of 117N/mm2 – is N = 380,000, and that is considerably greater than the value for the fiber-core rope (approx. N = 200,000). With the V and undercut grooves, it also falls to one-sixth of the value found for the round groove.
The compacted rope with fiber core (8K19S-NFC), running in the round groove, achieved about N = 280,000 at loading of 117N/mm2, and thus also attained greater service life than the 8x19S-NFC rope (Figure 8). There is also a great reduction in service life on other groove profiles. The decline in the service life with V and undercut grooves, when compared with the round groove, has already been described by Feyrer[2] and Holeschak[3]. Feyrer has provided detailed correction factors.
Number of Bends to Break as a Factor of Rope Design
Figure 9 compares the number of flexures to break, in the round groove, for all the rope designs tested. At identical tensile loading, the rope with the steel core (8x19S-IWRC) (the one with the greatest metallic cross section), attained the highest number of bends. This fact has already been taken into account in the elevator industry, evidenced by the increasing use of steel-core ropes. The compacted rope with fiber core (8xK19S-NFC), with its 12% greater metallic cross section when compared with the non-compacted rope (8x19S-NFC), achieves some 30% improvement in service life.
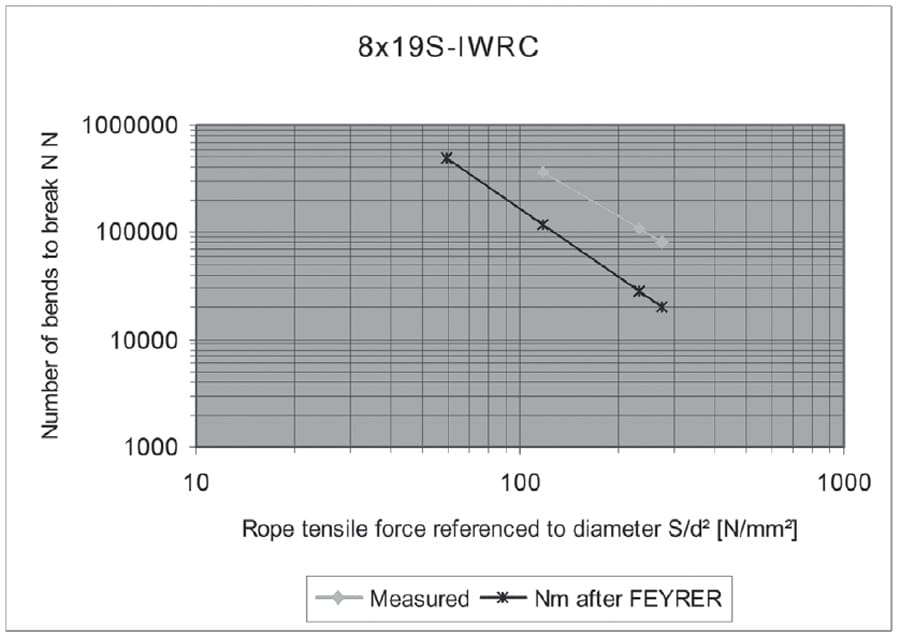
Figure 4a: Number for bends to break in V groove for 8x19S-NFC rope 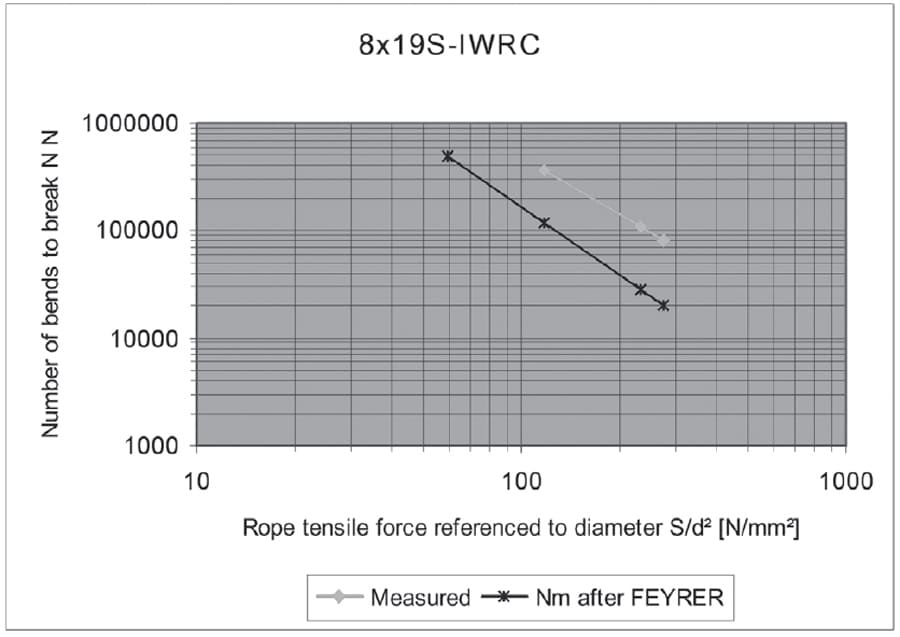
Figure 4b: Number for bends to break in V groove for 8x19S-IWRC rope 
Figure 5a: Number for bends to break in undercut groove for 8x19S-NFC rope 
Figure 5b: Number for bends to break in undercut groove for 8x19S-IWRC rope 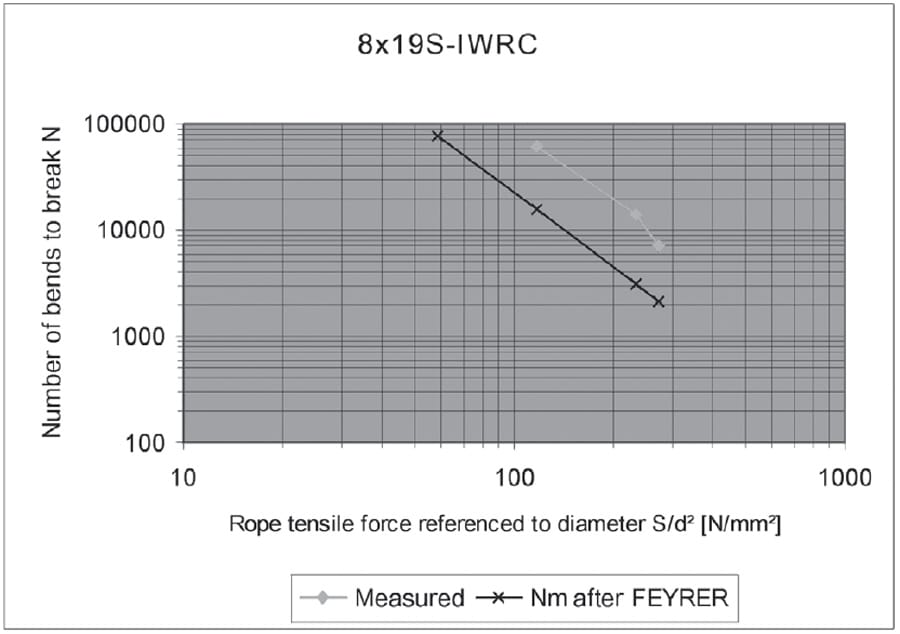
Figure 6: Number for bends to break in various groove types for 8x19S-NFC rope 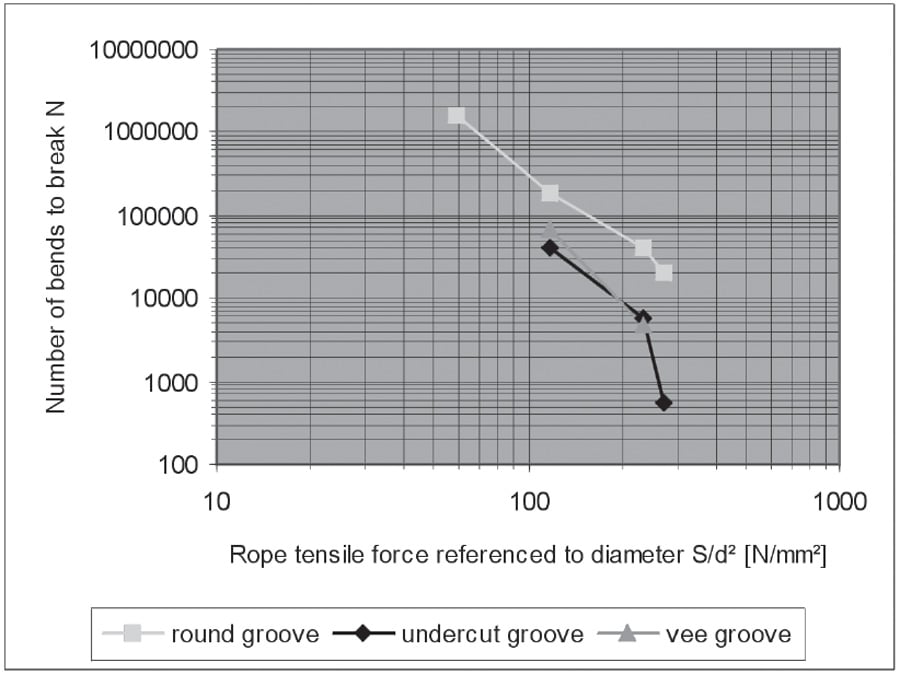
Figure 6: Number for bends to break in various groove types for 8x19S-NFC rope
Cross-Section Development and Transverse Pressure Stability
If a rope runs over a pulley regularly, then wear zones will arise at the contact surface. These differ for ropes with steel cores and those with fiber cores (Figure 10). Thanks to its stability when exposed to transverse pressure, the steel-core rope, when compared with the fiber-core version, will not be deformed as severely when passing over the pulley. The fiber-core ropes experience a more-or-less pear-shaped deformation when running in V grooves, and this will trigger secondary bending stresses.
The descent of the ropes into the V groove was recorded over the service life (Figure 11). Thiemann[4] notes that the ropes, when running through the V groove, are subjected to high transverse pressures and are thus prone to deformation. Steel-core ropes are, according to Thiemann, not sensitive to this. The trials confirm this hypothesis. The 8x19S-IWRC rope exhibited the expected degree of stability even after 2,000 flexure cycles.
Fiber-core ropes (8x19S-NFC, 8xK19S-NFC), by comparison, slip even deeper into the pulley after as few as 10,000 or 20,000 flexural cycles.

Figure 7: Number for bends to break in various groove types for 8x19S-NFC rope 
Figure 8: Number for bends to break in various groove types for 8xK19S-NFC rope 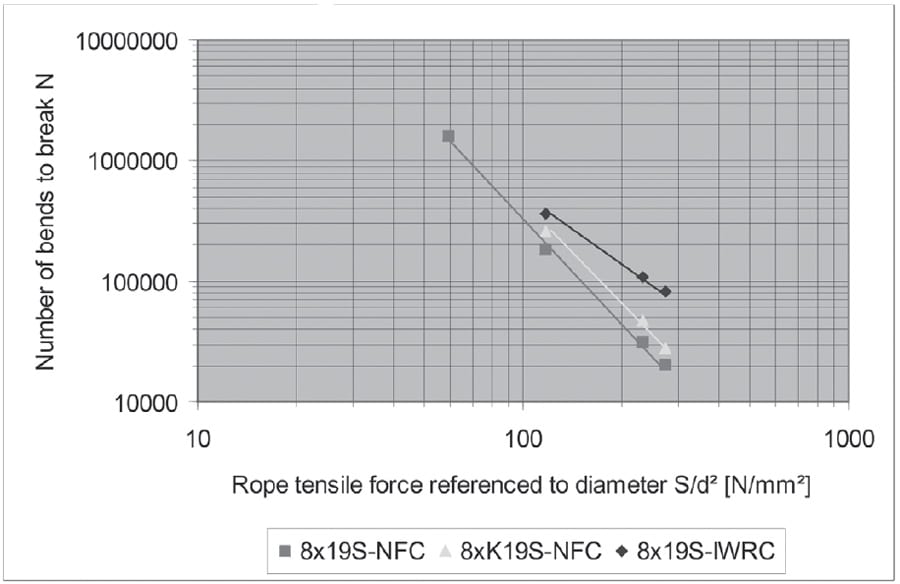
Figure 9: Number for bends to break in round groove for various types of rope 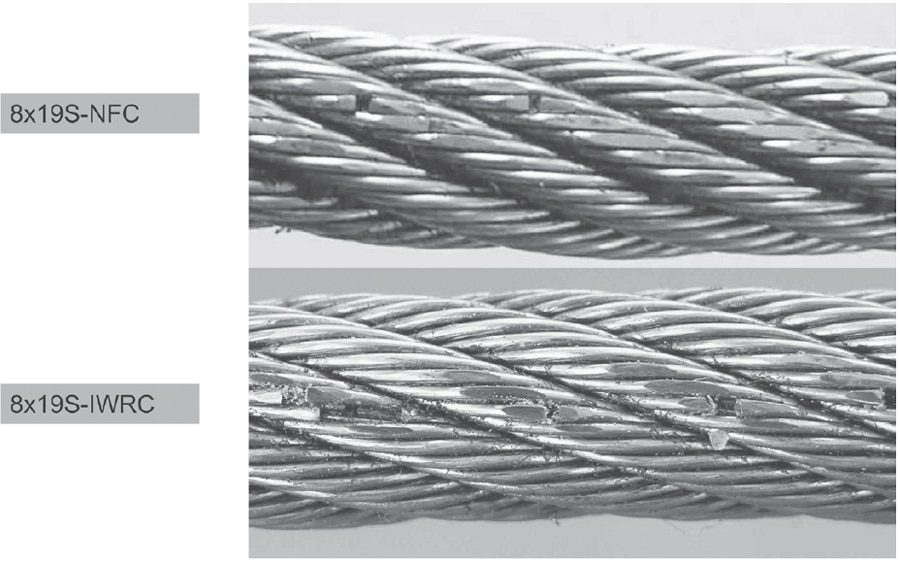
Figure 10: Wear zones in ropes with fiber cores (8x19S-NFC) and ropes with steel core (8x19S-IWRC) 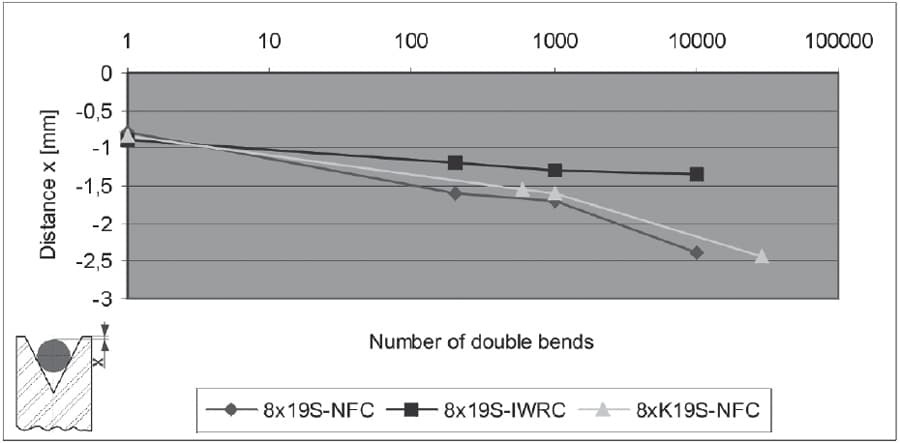
Figure 11: Descent into the V groove at 11.7kN rope tension 
Figure 12: Rope stretch
Stretch Properties
The rope with the steel core (8x19S-IWRC) exhibits the least stretch of all three rope designs (Figure 12), at identical tensile load. The non-compacted rope with fiber core (8x19S-NFC) exhibits the most stretch, and thus the smallest coefficient of elasticity (Young’s modulus). In comparison with non-compacted rope, the compacted rope with fiber core (8xK19S-NFC) showed a distinctly higher coefficient of elasticity.
This means that when installing replacement ropes in elevators, i.e., when substituting compacted ropes or steel-core ropes for non-compacted fiber-core ropes, the rope shortening factor is less.
Summary
Ropes with fiber cores are widely used in elevator engineering all around the world. Compacting these ropes will result in an improvement in the service lives. Ropes with steel cores, at identical tensile loading, offer an even longer service life than compacted ropes with fiber cores. This is a result of the greater metallic cross section. A further advantage is a reduction in rope stretch, and this will cut costs in mass production.
Resistance to transverse pressures is not improved significantly by compacting fiber-core ropes. By contrast, steel-core ropes exhibit a markedly greater stability when subjected to transverse pressures.
It was found that compacted ropes were less subject to stretch than non-compacted ropes. Thus, there are savings potentials to be found in the use of compacted ropes. It can be concluded from these trials that compacted ropes represent a potential alternative for use in elevator engineering. They show properties in all areas that are similar to steel-core ropes. Field testing will be required to verify and confirm the results of laboratory testing.
References
[1]Feyrer, Klaus. Drahtseile – Bermessung, Betrieb, Sicherheit. Springer Verlag, Berlin, 2nd edition, revised and expanded, 2000.
[2]Feyrer, Klaus. Laufende Drahtseile, Benennung und Überwachung. Renningen – Malmsheim: expert Verlag, 2nd edition, completely revised, 1998.
[3]Holeschak, Wolfgang. Die Lebensduaer von Aufzugseilen und Treibscheiben im Praktischen Drahtseil. Dissertation, Stuttgart University of Applied Sciences, Institute of Mechanical Handling, 1987.
[4]Thiemann, Hans. Aufzüge – Betrieb, Wartung und Revision. Verlag Technik, Berlin. 6th edition, revised, 1982.
Dr.-Ing. Ernst Wolf is CEO at Gustav Wolf Seil-und Drahtwerke GmbH & Co KG.
Dr.-Ing. Andreas Franz has been employed by Gustav Wolf Seilund Drahtwerke GmbH & Co KG since 1998 and as technical director, is responsible for the steel-wire-rope division. He is a member of the Technical Commissions of the DSV and the European Wire Rope Information Service (EWRIS).
Reprinted with permission from Lift Report
Lubrication and Maintenance of Steel Wire Ropes on Elevators
Your author answers frequently asked questions about rope lubrication.
by Dennis Major
In response to my lectures for the U.K. elevator industry and the subsequent questions raised in regard to rope lubrication, I have put together some frequently asked questions and answers in the hope of clarifying this very important issue (from the rope manufacturers’ point of view, at least).
Before going into the specific areas, it must be stressed that all steel wire ropes used in a lifting application should be periodically checked for equal tension and for the level of lubrication present in the ropes. The level of lubrication may vary in certain conditions but, whether used on a traction or hydraulic application, lift ropes must have lubrication reapplied in a controlled manner if it is found to have dried out.
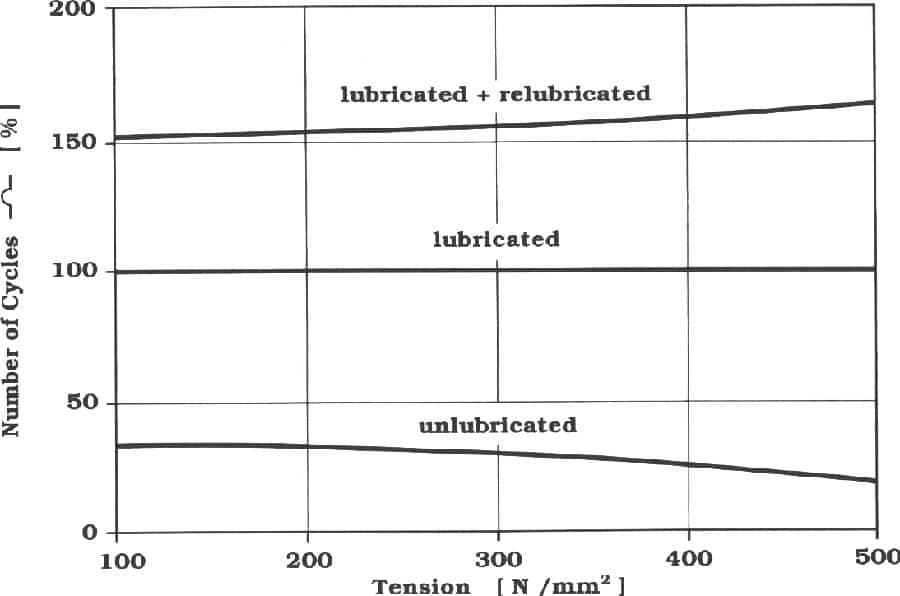
As can be seen by Figure 1, it has been proved that ropes that are allowed to dry out can have their useful life reduced by up to 50%, so the small investment in time and materials in this area could save significantly on frequent rope changes.
How Important is It to Know What Rope Core is Fitted?
Depending on the intended application, two different core types are used in elevator ropes: Fiber cores made of natural or synthetic fibers, and steel-wire cores.
In lift ropes, fiber cores made of natural or synthetic fibers are used. Natural fibers – generally Sisal – are the most widespread for application in ropes.
The fiber core fulfils the role of a lubricant store. However, its ability to absorb high quantities of grease can also become a drawback. Storing too much lubricant during manufacturing and giving off too much during operation result in fast rope-diameter shrinkage, as grease pressed out of the fiber core equates to a loss of volume in the fiber core, which, in turn, will cause the whole rope to reduce in diameter.
The tasks performed by lubricants will be illustrated later. However, it is important to stress that special controls must be imposed on the evenness of the core and also on the amount of lubrication applied at the manufacturing stage. The influence of the rope core on the service life of ropes is frequently underestimated.
On steel-core ropes, there is no lubrication store, so once the lubricant applied at manufacture is allowed to dry out, there is no way for it to be replenished other than by external means. Therefore, it is very important to identify which rope is fitted, as more frequent checks on the lubrication on steel-core ropes may be required than for fiber-core ropes.
When Should Ropes Be Re-Lubricated on the Elevator After Fitting?
Elevator ropes are lubricated during manufacturing to prevent corrosion and abrasion. However, the quantity of lubricant applied should only be great enough to ensure that lifts operate with sufficient traction and without slippage. As lubricants also tend to bind dust and abraded particles, however, this initial lubrication is rarely sufficient to be effective over the entire service life of the rope. It is consequently advisable to occasionally re-lubricate elevator ropes. As long as wiping a clean, white cloth over the rope shows a faint smudge, there is no need for lubrication.
What Criteria Are Applicable to Re-Lubrication?
It is not possible to provide any definitive statement with respect to re-lubrication intervals, as they depend on:
The frequency of lift use
The environment (temperature, incidence of dust, glass clad scenic lifts and motor rooms)
The sheave material and sheave wear (hardened traction sheaves require more relubrication, as no graphite, which helps maintain the lubrication, is released from the sheave as a result of wear.)
Slip between the rope and sheave
Some rope manufacturers have offered usage or time periods as criteria (e.g., every six months or 250,000 starts as a guide), but this is where the judgment of the service engineer to recognize when a lift that may be subject to the above conditions and a regular check to the lift ropes is so important. The main aim is to avoid internal abrasion and corrosion of the rope; this is more commonly known as rouging. When rouging occurs, it cannot be stopped by applying lubrication, (minor cases can be treated to slow the corroding process), but the rope can never be restored to its original condition. The only option is to schedule a rope replacement and look to implement preventive measures.
What Methods of Re-lubrication are There?

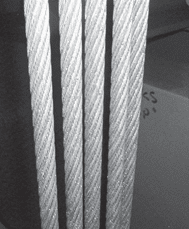
Method for checking for lubrication 
Well-lubricated rope 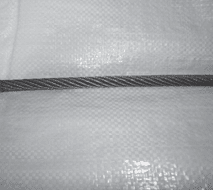
Dry rope – needs re-lubrication
Re-lubrication using fluid lubricants can be carried out using a can of lubricant and a paintbrush or decorator’s roller. Lubricant spray cans should only be used for small rope lengths. In any case, only very minimal quantities should be applied, after which the elevator should execute several complete round trips, paying attention to observe the slip behavior. Afterward, additional lubricant can be added if necessary.
If there is any doubt whether the rope still has adequate traction after re-lubricating, before and after re-lubricating carry out a complete round trip (car completely up, make a joint chalk mark across the rope and elevator, car completely down and then back up again). There should be no major offset between the chalk marks.
Permanent lubrication devices are a good alternative on high-demand, high-speed and high-rise applications, especially when steel-core ropes are fitted. It is important that consideration is given that all falls of the rope are being lubricated; this may require more than one lubricator being fitted. It is also important to install the lubricator correctly. It is better to use a type that applies the lubrication electro-statically; hence, the lubrication pad does not come into direct contact with the rope and avoids excessive lubricant being applied.
To avoid over-lubrication, fixed rope lubricators must not be constantly topped up. The same criteria of checking the lubrication on the ropes first before replenishing the lubricator must be carried out.
What Properties Should a Lubricant Have?
Rouge in rope valleys 
Rouge on the floor of the pulley room 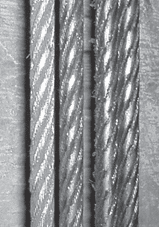
Severe rouging
The lubricant should not be too low in viscosity but have sufficient penetrative capability to get inside the rope. The lubricant base must be similar to a type used in the manufacture of the elevator rope. It is not recommended to use lubricants that are used in the crane rope industry, as they are designed for outdoor use and there is less concern in compromising traction.
The most suitable lubricants appear to be rope lubricants diluted with solvent. When used with caution (good ventilation) and not excessively applied (a solvent that has not quite evaporated compromises traction) this has proved the ideal combination.
In some countries, including the U.K., however, re-lubrication agents containing solvent are prohibited for occupational safety reasons. Hydraulic oils or worm-gear oils are not unsuitable.
Lubricants with particle content (such as molybdenum sulphide or Teflon® particles) are also unsuitable for traction elevators, as these agents can reduce the friction between rope and groove to an inadmissibly high degree.
Ropes for roped hydraulic elevators and compensating ropes may (and indeed should) be more heavily lubricated, as in this application the precise amount of lubricant is not as critical as it is with traction sheave ropes.
If a fixed lubrication device is used with the electrostatic pad, then a non-solvent-based version of the lubricant must be used.

What Special Characteristics Should Be Considered When Recommending Lubricants for Unusual Elevator Installations?
Humidity in the Shaft
No special precautions, only more frequent checks; if applicable, use galvanized ropes.
Outdoor Elevator Installations
Apart from installations in extremely dry climates, use galvanized elevator ropes. The basic lubrication provided when the ropes are manufactured should not be normal rope lubricant in this case, which can be washed away by water, but a water-resistant medium. Special types of lubricant exist for this purpose. Re-lubrication, which is essential for galvanized ropes, should be performed without fail using lubricants containing solvents. These should be applied during cooler weather (the solvent should not evaporate too quickly) and after extended dry periods.
Installations Operating in High- or Low-Temperature Environments
As hardly any installations exist that have to operate permanently in a very hot or very cold environment, no special measures are required for temperatures fluctuating between 0°C (32°F) and 35°C (95°F). Where temperatures are constantly between 35°C (95°F) and 50°C (122°F), the condition of the lubrication should be checked at more frequent intervals, as the lubricant becomes less viscous and is consequently used up more quickly.
How Much Lubricant Is There in the Fiber Core?
Requests are sometimes voiced for the fiber core to be provided during manufacturing with a lubricant that will last the lifetime of the rope. It would be easy for a rope manufacturer to inject a generous helping of grease (for instance, 25%) into the fiber core. However, far from the desired effect of providing gradually metered lifetime lubrication, the excess grease would seep out within just weeks of fitting the rope. However, the main reason for carefully limiting the grease content of the fiber core becomes evident on studying the cross-section of a new, unloaded 8 X 19 Seale + FC elevator rope. The outer strands are supported on the fiber core. Consequently, the rope diameter is determined by the volume of the core and lubricant inside the rope.
As the life of a lift rope is closely linked to its effective rope diameter, it is essential for the fiber core to maintain its volume for as long as possible. Consequently, re-lubrication should be performed from the outside in such a way that lubricant also penetrates the fiber core.
Acknowledgments
Dr.-Ing. Wolfgang Scheunemann is technical director and head of the Technical Competence Centre at Pfeifer DRAKO Drahtseilwerk GmbH & Co. KG.
Dr.-Ing. Wolfram Vogel is head of Research and Development at Pfeifer DRAKO Drahtseilwerk GmbH & Co. KG.
Dipl.-Ing. Thomas Barthel is head of Testing for Elevator Technology at Pfeifer DRAKO Drahtseilwerk GmbH & Co. KG.
Dennis Major has worked in the lift industry for more than 30 years, serving an apprenticeship with H+C (Part of Dover) in Manchester, U.K., and then working for Schindler, TKE, Stannah and others. He joined Pfeifer Drako Ltd. in 1999 at the start of its roping service division and became its U.K. product manager, providing technical support to Pfeifer’s lift range in the U.K.
“Rope Development for Elevators” originally appeared in EW in March 2006, and “Lubrication and Maintenance of Steel Wire Rope on Elevators” originally appeared in EW in October 2009. Both articles became part of the continuing education compilation, Educational Focus, Volume 2 by Dr. Albert So, sold at elevatorbooks.com.
Learning-Reinforcement Questions
- Use the below learning-reinforcement questions to study for the Continuing Education Assessment Exam available online at www.elevatorbooks.com or on p. 128 of this issue.
- Why is re-lubrication of ropes necessary as ropes have already been lubricated during manufacturing?
- Why should steel core ropes be re-lubricated, as well as there is no drying-out of the fiber core within?
- What are the main functions of lubricants on elevator ropes?
- Why should ropes for roped hydraulic elevators and compensating ropes be more heavily lubricated?
- Since the fiber core could store lubricant, why doesn’t the manufacturer inject enough lubricant into the core for lifetime lubrication?
Get more of Elevator World. Sign up for our free e-newsletter.








